
Yüzey frezeleme

Yüzey frezeleme işlemleri içeriği:
- Genel yüzey frezesi
- Yüksek ilerleme ile frezeleme
- Ağır yük yüzey frezesi
- Silici uçlarla ince talaş işleme
Genel yüzey frezesi
Başarılı yüzey frezeleme nedir?
Yüzey frezesi en çok kullanılan bir frezeleme işlemidir ve birçok farklı takım kullanılarak gerçekleştirilebilir. 45º giriş açılı frezeler sıkça kullanılır ama yuvarlak uçlu frezeler, kare kenar frezeleri ve kenar ve yüzey frezeleri de bazı durumlarda kullanılır. Optimum verimlilik elde etmek için doğru frezeyi seçtiğinizden emin olun (aşağıdaki takım seçimi hakkındaki bilgilere bakın).
Takım seçimi
Yüzey frezeleme takımlarına genel bakış
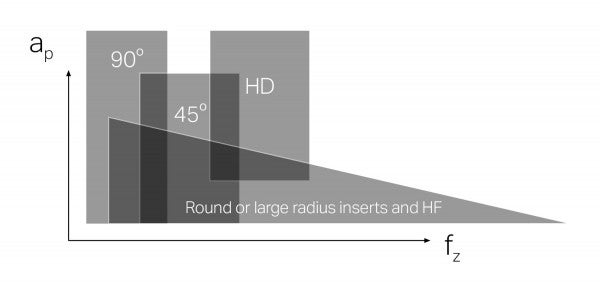
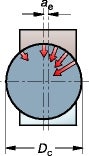
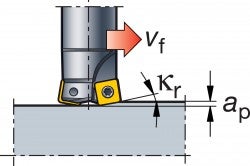
Aşağıdaki çizelge farklı freze konseptleri için kesme derinliği ap ve diş başına ilerleme fz açısından ana uygulama alanlarını gösterir.
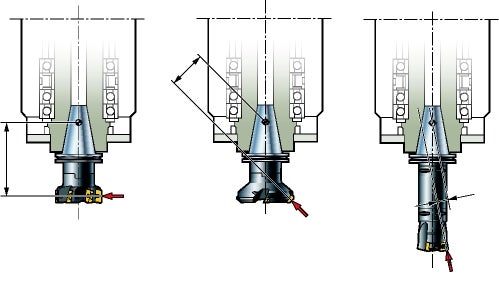
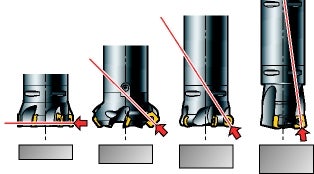
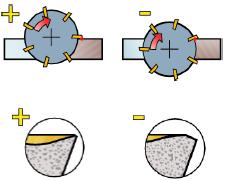
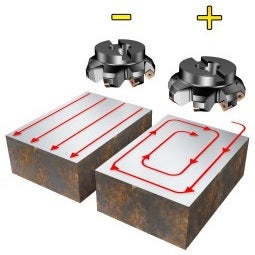
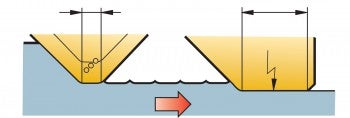
Farklı giriş açıları ile oluşturulan kesme kuvvetlerinin yönü.
10° - 65° yüzey ve dalma frezeleme takımları
Bu geniş freze serisi, temel olarak yüzey frezeleme işlemleri için kullanılır, ancak dalma frezeleme için uygun olan çok küçük giriş açılarına sahip frezeler de bu gruba aittir.
45° frezeler
- Genel amaçlar için ilk tercih
- Zayıf kurulumlar ve uzun kullanma mesafelerinde titreşimleri azaltır
- Talaş inceltme etkisi yüksek verimliliğe olanak sağlar
90° frezeler
- İnce duvarlı parçalar
- Zayıf fikstürlü parçalar
- 90° biçimin gerektiği yerlerde
Yuvarlak kesici uçlar ve büyük radyüslü frezeler
Yuvarlak uçlu frezeler oldukça çok yönlüdür, kusursuz açılı frezeleme (rampalama) kapasiteleri vardır, hem zorlu yüzey frezeleme ve hem de profil işleme işlemleri için kullanılır.
- Genel amaçlı frezeler
- En güçlü kesme kenarı
- Her uç başına birçok kenar
- ISO S, ısıl dirençli alaşımlar için özellikle uygun.
- Pürüzsüz kesme işlemi
Yöntem seçimi - örnek
Yüzey frezeleme
|
||||||||

|
||||||||
| 25-65° giriş açısı | 90° giriş açısı | 10° giriş açısı | ||||||
|
Avantajlar + Yüksek verimlilik + Yüzey frezeleme için optimize edilmiştir + Çok kenarlı kesici uç seçenekleri Dezavantajlar – Orta kesme derinliği |
Avantajlar + Diğer birçok işlem için kullanılabilen çok yönlü freze + Düşük eksenel kuvvetler
+ Kesici uç boyutuna göre nispeten büyük kesme derinliği Dezavantajlar – Daha düşük verimlilik |
Avantajlar + Yüksek verimlilik + Aşırı yüksek ilerleme + Eksenel kesme kuvveti yönü (fener mili stabilitesi için uygun) Dezavantajlar – Düşük kesme derinliği |
||||||
|
Yüksek verimlilik
Temel tercih |
Çok yönlü
Karma üretim |
Yüksek verimlilik
Problem çözücü |
||||||
Nasıl uygulanır
Kesintili yüzeylerin darbeli yüzey frezelemesi
Kesintiler üzerinden frezeleme yapmaktan kaçının
- Mümkünse, kesintiler üzerinden frezeleme yapmaktan kaçının (delikler ve kanallar). Bu tür darbeli kesimler, çoklu girişlere ve elverişsiz çıkışlara neden olduğundan kesme kenarlarını zorlar
- Alternatif olarak, kesim çıkışında ince talaş oluşturmak için kesintileri kapsayan iş parçası üzerinde önerilen ilerleme hızını %50 azaltın
İnce duvarlı ve kavisli bölgelerin yüzey frezelemesi
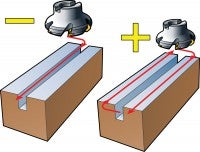
- Ana kesme kuvvetlerinin yönünü iş parçası ve fikstürün stabilitesine göre dikkate alın
- Eksenel olarak zayıf parçaları frezelerken 90° kenar frezeleme takımı kullanın, bu takım kesme kuvvetlerinin büyük bölümünü eksenel bir yönde yönlendirir
- Alternatif olarak hafif kesimli yüzey frezeleme takımı kullanın
- Eksenel kuvvetlerini minimuma indirmek için 0,5–2 mm'den daha küçük olan eksenel kesme derinliklerinden kaçının
- Kesimde mümkün olan en küçük sayıda kenarı elde etmek için seyrek hatveli bir freze kullanın
- Kesme kuvvetlerini minimuma indirmek için keskin, pozitif (L) kenarlar kullanın
- Sorun çözücü olarak diferansiyel hatveli bir freze kullanın
Yüzey frezeleme takımı kullanılarak ince bölgelerde kenar oluşturma

- İnce bölgelerin kenarlarında yüzey frezeleme operasyonları için freze, merkez dışı konumlandırılmalıdır. Kesim daha düzgün hale gelir ve kesme kuvvetleri titreşim riskini azaltacak şekilde duvar boyunca daha kararlı olarak yönlendirilir
- Tüm zamanlarda kesimde birden fazla kesici ucun olmasını sağlayan bir freze hatvesi seçin
- Mümkün olan en hafif kesici uç geometrisini kullanın (orta yerine hafif veya ağır yerine orta)
- İnce duvarlı parçalarda titreşim riskini azaltmak için daha küçük bir kesici uç radyüsü ve daha kısa paralel bölge seçin
- Düşük kesme değerleri, küçük kesme derinliği ap, ve diş başına düşük ilerleme, fz kullanın
Uygulama kontrol listesi ipuçları
Dönerek kesime girme
- Takım tezgahı stabilitesini, fener mili ölçüsünü ve tipini (dikey veya yatay) ve kullanılan gücü göz önünde bulundurun
- İş parçasından %20-50 daha büyük bir freze çapı kullanın
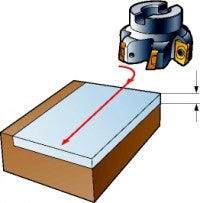
- Optimum ilerleme için frezeyi konumlandırdığınızda maksimum talaş kalınlığını göz önünde bulundurun
- Çıkışta en ince talaş oluşumunu sağlamak için frezeyi merkezin dışına konumlandırın
- Uygun talaş oluşumu için aşağı yönlü frezeleme uygulayın, örn. kalın-ince talaş
- Frezeyi dönerek kesime girmek üzere programlayın ve yumuşak bir giriş elde etmek için ilerlemeyi azaltın
Frezeyi sürekli olarak kavrama halinde tutun.
- Uygun talaş oluşumu için aşağı yönlü frezeleme uygulayın, örn. kalın-ince talaş
- Takım yolu programlama ile girişlerden ve çıkışlardan kaçının
- İş parçasına sık giriş ve çıkışlardan mümkünse kaçınılmalıdır. Kesme kenarı üzerinde istenmeyen kuvvetler yaratabilir veya tezgah duruşu ve çatırdama yatkınlıklarına neden olabilir. Birçok paralel paso gerçekleştirmek yerine frezeleme takımını tam temasta tutan bir takım yolu programlamanız önerilir. Yön değiştirirken frezeyi hareket halinde ve sürekli olarak iş parçası ile temasta tutmak için küçük bir radyal takım yolu dahil edin
Yüksek ilerleme ile frezeleme

Başarılı yüksek ilerlemeli frezeleme nedir? Alüminyum işlenirken ve bazen de CBN veya seramik kesici uçlar ile döküm demir işlenirken, 1000 m/dk'dan fazla olan kesme hızları kullanılabilir, bu çok da yüksek bir tabla ilerlemesi ile sonuçlanır, vf. Bu işleme tipi Yüksek Hızda İşleme (HSM) olarak da adlandırılır.
Gri döküm demir gibi kısa talaş oluşturan malzemelerin frezelenmesinde oldukça sık hatveli bir yüzey frezeleme takımı kullanılabilir, bu da yüksek tabla ilerlemesi ile sonuçlanır. Ayrıca, kesme hızının normalde düşük olduğu HRSA malzemelerinde oldukça sık hatve, yüksek bir tabla ilerlemesi ile sonuçlanır.
Diş başına çok yüksek ilerlemeli (maks. 4 mm/diş) yüzey frezeleme, küçük giriş açıları olan frezeler veya talaş inceltme etkisine bağlı olarak yuvarlak uçlu frezeler kullanıldığında mümkündür. Kesme derinliği 2,8 mm'den daha az ile sınırlandırılmış olmasına rağmen aşırı ilerleme onu oldukça verimli bir frezeleme yöntemi haline getirir. Belirli freze konseptleri, küçük eksenel talaş derinliklerinde aşırı yüksek ilerlemeli frezeleme için optimize edilmiştir. Küçük bir giriş açısı, hafif ve hızlı bir yüksek ilerlemenin uygulanabilmesi için ön koşuldur.
Takım seçimi
Yüksek ilerlemeli frezeler
| Maks. kesme derinliği (ap), mm | 1,2 - 2 |
| Freze çapı (Dc), mm | 25 - 160 |
| Malzeme |  |
Yuvarlak uçlu frezeler
| Maks. kesme derinliği (ap), mm | 1,3 |
| Freze çapı (Dc), mm | 10 - 25 |
| Malzeme |  |
Orta HF
| Maks. kesme derinliği (ap), mm | 1,3 | 10 | 7/8 | 2,8 |
| Freze çapı (Dc), mm | 4 - 20 | 25 - 160 | 10 - 42 (25 - 125) | 63 - 160 |
| Malzeme | | | |  |
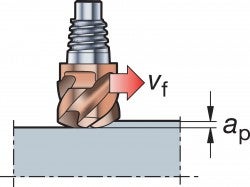
Yüksek ilerlemeli frezeler:
- 10° bir giriş açısına sahip en verimli yüksek ilerlemeli yüzey frezesi, diş başına çok yüksek ilerleme fz sağlar
- Küçük kesme derinliğinde yüksek ilerleme hızları, ap
- Sertleştirilmiş çeliğin yüksek hızda işlemesi için optimize edilmiş yüksek hassaslıkta takımlar
- Aşırı ilerleme değerlerinde konturların ve asimetrik konfigürasyonların kaba talaş işlemesinden yarı ince talaş işlemesine kadar işlemler için
Not: Yuvarlak kesici uçlu ve radyüslü frezeler için ap değeri, yüksek ilerlemeli frezeleme sağlamak için maksimum önerilen değerin çok altında tutulmalıdır
Yuvarlak uçlu frezeler:
- Düşük eksenel kesimde yüksek talaş inceltme etkisi
- Pürüzsüz kesme işlemi
- Tok veya hafif koşullar için genel amaçlı frezeler
Nasıl uygulanır
Küçük giriş açılı frezeler
Talaş inceltme etkisine bağlı olarak ap küçük olduğunda çok küçük giriş açıları olan frezeler ilerlemede ciddi bir artışa olanak sağlar fz .
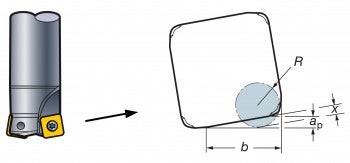
| iC | Ölçüler, mm | Kesilmemiş malzeme | ||
| iC | R | b | ap | x |
| 9 | 2,5 | 7,05 | 1,2 | 0,79 |
| 14 | 3,5 | 12,0 | 2,0 | 1,48 |
Maksimum talaş kalınlığı, küçük bir giriş açısı sayesinde ciddi oranda azaltılır. Bu, kesici uçlara aşırı yükleme yapılmadan son derece yüksek ilerleme değerlerine imkan sağlar.
Not: 90°'lik bir kenarın tamamını işlemekten kaçının çünkü düşük bir yaklaşım açısının pozitif etkisi kaybolacaktır, örn. kesme derinliği ciddi şekilde artacaktır.
Her zamanki gibi ilerleme hızı azaltılmalı ve belirli koşullara göre kesici uçlara hasar verebilecek olan titreşimleri önlemek için uyarlanmalıdır.
Yuvarlak uçlu frezeler
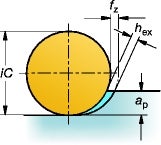
Talaş kalınlığı, hex, yuvarlak kesici uçlar ile değişkenlik gösterir ve kesme derinliğine ap bağlıdır. Yuvarlak uçlu bir freze ile yüksek ilerlemeli frezeleme teknikleri kullanıldığında kesme derinliği düşük tutulmalıdır (maks. kesici uç çapının %10'u, iC, aksi halde talaş inceltme etkisi düşer ve ilerlemenin azaltılması gerekir, bakınız şekil).
Not: Yuvarlak uçlu frezeler kullanıldığında bir duvara/kenara yaklaşırken ilerlemenin azaltılması önemlidir çünkü kesme derinliği aniden artar.
Genel kaba talaş işleme için güçlü kesici uçlar
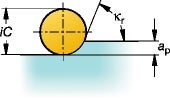
Yuvarlak kesici uçlarda talaş yükü ve giriş açısı kesme derinliğine göre farklılık gösterir. En iyi performans, kesme derinliği %25 x kesici uç çapından daha az olduğunda elde edilir, iC.
Ağır yük yüzey frezesi
Başarılı ağır yük yüzey frezeleme nedir?
Ağır yük yüzey frezeleme uygulamalarının içinde büyük köprülü frezelerde ve güçlü frezeleme tezgahlarında veya işleme merkezlerinde bulunan ağır dövülmüş veya sıcak haddelenmiş yarı mamul malzemeler, dökümler ve kaynaklanmış yapılar bulunmaktadır. Malzemenin büyük miktarları, frezeleme kesici uçları üzerinde belli zorluklara neden olacak şekilde yüksek ısı ve yüksek kesme kuvvetleri oluşturarak kaldırılmalıdır:
- Tam kesme derinliğinde ana kenar üzerinde ağır yükler
- Kesme derinliği sıfıra yaklaşırken köşe üzerinde aşındırıcı kabuğun oluşturduğu aşınma
60º'lik bir giriş açısı, ağır yük frezeleme takımı için idealdir. Bu tasarımın sağladıkları:
- İyi kesme derinliği kapasitesi, kısmen eşit kesme kuvvetleri ve yüksek ilerleme değerlerine imkan veren bir talaş inceltme etkisi
- Tasarımın eksenel boşluğu, kesici ucun iyi yüzey kaliteleri oluşturan geniş bir paralel yüzeye sahip olmasını sağlar
Takım seçimi
Ağır yük yüzey frezeleme takımları
| Giriş açısı (κr), mm | 60° | 45° | 90° | Yuvarlak kesici uçlar |
| Maks. kesme derinliği (ap), mm | 13/18 | 10 | 15,7 | 12,5 |
| Freze çapı (Dc), mm | 160 - 500 | 80 - 250 | 40 - 200 | 66 - 200 |
| Malzeme |  | | |  |
60° Ağır yük frezeleme takımları
- Kısa duruş süresi ve tezgahta güvenli, hızlı kesici uç değiştirme ile sonuçlanan etkin takım tutuşu için tasarlandı
- İyi talaş kaldırma ve dengesiz, dalgalı yüzeylerin işlemesi için 18 mm'ye kadar kesme kapasitesi
- Yüksek verimlilik – diş başına 0,4 – 0,7 mm'lik ilerleme hızı
- İyi yarı ince talaş işleme sonuçları için geniş paralel yüzey
- Küçük kesme derinliklerinde aşındırıcı yüzey kabuğuna karşı dayanıklı güçlü kesici uç köşesi
- Çok zorlu kesimlerde güvenlik için freze mukavemeti
45-90° Orta talaş frezeleme takımları
- En hafif kesme yeteneği sağlayan orta talaş işlemleri yüzey frezesi
- 0,2 – 0,6 mm'lik bir ilerleme aralığı içerisinde 6–8 mm'lik kesme derinlikleri kapasitesi
- Daha büyük işleme merkezlerinde zorlu koşullar için
- İyi yüzey kalitesi elde etmek için silici kesici uçları ile birlikte kullanılabilir
- Orta yük yüzey ve kenar frezeleme için ilk tercih
Büyük yuvarlak uçlu frezeler
- Cüruflu ve darbeli frezeleme gibi zorlu koşullar için güçlü kenarlara sahip bir orta talaş işleme frezesi. Yuvarlak kesici uç geometrisi, yumuşak bir kesme hareketi sağlar
- Sekiz kesici kenar uygun koşullar altında kullanılabilir
- Maks kesme derinliği 10 mm'dir. Maksimum önerilen talaş kalınlığı, kesici uç geometrisi ve kesme derinliğine bağlı olarak diş başına maks. 0,55 mm değişkenlik gösterir
Nasıl uygulanır

Ağır yük uygulamalarında büyük çaplara sahip geniş uçlu frezeler kullanılır. Kesme hızı normaldir, ama yüksek ap ve fz, büyük bir ae ile birleştirilir ve verimli hale getirilir.
Kesime giriş
Ağır şartlarda frezelemede genelde karşılaşılan zorlu koşullar nedeniyle, kesime giriş genelde çok önemlidir.
- Mümkünse takım yolunu dönerek kesime girmeye programlayın
- Değilse, freze tamamen devreye girene kadar ilerlemeyi azaltın
Freze konumu ve boyutu
Geniş bir yüzeyin frezelemesi için çoğu zaman birçok pasonun gerçekleştirilmesi gerektiği ağır yük frezelemede aşağıdaki önerileri izlemek önemlidir:
- Freze konumu ve kavraması
- Takım tezgahı kapasitesine göre freze boyutu
- İstenmeyen çıkışları önlemek için takım yolu
Yüksek ısıları gözlem altında tutun
Zorlu, ağır yük frezeleme yüksek ısı oluşturur. Parçayı bağlamak için manyetik tablalar kullanıldığında, elde edilen büyük talaş hacimleri çoğu zaman frezenin çevresinde tutulacaktır. Bu, darbeli veya kısmi talaş boşaltımına ve talaşların yeniden kesilmesine neden olur, bu durum takım ömrü için tehlikelidir. Bunu önlemek için, çalışma alanını talaşlardan arındırın. Yüzey temas noktasını kesici ucun daha güçlü ana kenarına doğru hareket ettirmek için kesme derinliğini artırarak hassas kesici uç köşelerini aşındırıcı kabuk ve cürufa karşı sürtünmeden koruyun.
Not: Değiştirilebilir kesici uçları frezeye monte ederken ısınmaya bağlı yaralanmayı önlemek için eldiven kullanın.
Silici uçlarla ince talaş işleme

Yüzey frezeleme işlemlerinde başarılı yüzey kalitesi nasıl elde edilir
Bir veya daha fazla silici uçların standart uçlarla birleşmesiyle mükemmel yüzey kalitesi elde edilebilir. Silici uçlar devir başına yüksek ilerlemede (fn) oldukça sık hatveli ve ayarlı tesislerde daha büyük çaplı frezelerde en faydalı şekilde çalışır.
Devir başına ilerleme, iyi yüzey kalitesini korunarak yaklaşık dört kat artırılabilir. Silici kesici uçları, iyi yüzey yapısı üretmek için birçok malzemede yüzey frezeleme yaparken kullanılabilir – uygunsuz koşullar altında bile.
Takım seçimi
Frezeler
| Giriş açısı (Kr), mm | 45° | 45° | 65° | 90° | 25° | 90° |
| Maks. kesme derinliği (ap), mm | 6 | 10 | 6 | 10 | 0,9 | 8,1 |
| Freze çapı (Dc), mm | 40 - 250 | 32 - 250 | 40 - 250 | 40 - 200 | 80 - 250 | 125 - 500 |
| Yüzey kalitesi (Ra) | < 1,0 | < 1,0 | < 1,0 | < 1,0 | < 1,0 | < 1,0 |
| Malzeme | | | | |  | |
Farklı uzunlukta (Bs) silici kenar uçları vardır ve her bir kesici ucun sağ ve sol yönlü versiyonları bulunmaktadır. Kaliteler çoğu iş parçası malzemesinde kullanılabilir. Freze konsepti ince talaş işleme işlemleri için özel olarak geliştirildiğinde veya kaset çözümü önerdiğinde özel kesici uç yuvaları için ayarlanabilir kesici uç yuvaları yaygındır.
Nasıl uygulanır
Büyük bir yüzey frezeleme takımı ile yapılan bir ince talaş işleme işleminde ilerleme fz normal olarak düşük tutulmalıdır. Ancak, silici kesici uçlu freze kullanılarak yüzey kalitesinden ödün verilmeden ilerleme 2-3 kat artırılabilir.
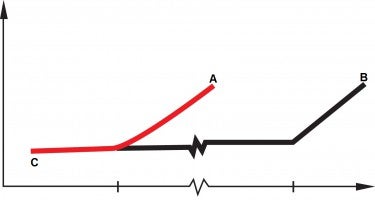
Yüksek ilerlemelerde ayna kalitesi
| Yüzey pürüzlülüğü | ||
|
İlerleme fn | |
| fn1 <= 0.8 * bs1 | fn2 <= 0.6 * bs2 | |
A : Yalnızca standart uçlar
B : Bir silici uç ile
C : fn = ilerleme / devir
| bs1 | bs2 | |
|
||
- fn standart kesici uçlar üzerinde paralel yüzey uzunluğunun, Bs, %80'ini aştığında, bir silici kenarı yüzey kalitesini iyileştirir
- Yüksek sayıda kesici uç ile büyük freze çapları birlikte kullanıldığında, devir başına ilerlemede fn yüzey kalitelerini korumak için silici kesici uçlara olan ihtiyaç artar
- Fener milinin eğimine, freze boyutuna, montajına ve ayarının doğruluğuna bağlı olan frezenin eksenel salgısı, işlenen yüzeyin dalgalanmasını etkiler. Kaplanmış silici bölgesi bu eksikliği giderecek ve kademesiz bir yüzey üretecektir. Silici bölgesinin %60'ı ile sınırlandırılmış devir başına ilerleme bunu sağlayacaktır
- Bir silici bölgesi, sabit kesici uç yuvalarına sahip frezelere monte edildiğinde yaklaşık 0,05 mm kadar frezeleme kesici uçlarının altında taşma yapar. Kaset tasarımlı frezeler için silici kenarı, bu konuma büyük bir hassasiyetle ayarlanabilir. Taşma, titreşime yol açabilecek şekilde silici kesici uçlarını konvansiyonel kesici uçlara kıyasla daha fazla yüke maruz bırakır. Dolayısıyla, siliciler orta kesme derinliklerinde ve sınırlı sayılarda hafif işleme için kullanılmalıdır
- Kesme derinliği, eksenel kuvvetleri sınırlamak ve titreşim riskini azaltmak için hafif olmalıdır. İnce talaş işlemede önerilen eksenel kesme derinliği 0,5 – 1,0 mm'dir.
- Bir silici kesici ucu monte ederken uzun kenarını doğru olarak konumlandırmak için daha fazla dikkat gerekir
Örnek:
- Kesici uç üzerindeki paralel yüzeyin genişliği, Bs, 1,5 mm'dir
- Frezede 10 kesici uç vardır ve diş başına ilerleme fz, 0,3 mm'dir. Devir başına ilerleme, fn 3 mm olacaktır (paralel yüzeyin iki katı uzunluğunda)
- İyi bir yüzey kalitesi sağlamak için devir başına ilerleme 1,5 mm'nin maksimum %80'i olmalıdır = 1,2 mm
- Benzer bir silici kesici uç, yaklaşık 8 mm'lik bir genişlikte bir paralel yüzeye sahiptir
- Sonuç: Devir başına ilerleme 1,2 mm'den 8 mm'nin %60'ına kadar artırılabilir = 4,8 mm
Not: Tezgah gücü gibi diğer sınırlamalar da dikkate alınmalıdır.
Uygulama kontrol listesi ipuçları
Bir "ayna kalitesi" elde etmek için ipuçları:
- Parlak bir yüzey elde etmek için yüksek kesme hızı ve/veya Sermet kesici uçları kullanın
- Yapışkan ISO M ve S malzemeleri için kesme sıvısı veya yağ buharı kullanın
- Keskin kenarlı, 0,5 - 0,8 mm ap değerine sahip PVD kaplamalı kesici uçlar en iyi yüzey kalitesini üretir
- Çalışmak için kullandığınız silici kesici uçta aynı kaliteyi kullanmaya önem verin
