
Profil frezeleme nedir?


Profil frezeleme en yaygın frezeleme işlemidir. Yuvarlak kesici uçlar ve radyüslü konseptler, kaba talaş işleme ve yarı ince talaş işleme için kullanılırken küresel uçlu parmak frezeler, ince talaş işleme ve süper ince talaş işleme için kullanılır.
Profil frezeleme prosesi

Profil frezeleme içbükey ve dışbükey şekillerin iki ve üç boyutlu çok eksenli frezelenmesini kapsar. Parça ne kadar büyükse ve tezgah konfigürasyonu ne kadar karmaşıksa profil frezeleme prosesi planlaması da o kadar önemli olur.
İşleme prosesi en az üç işlem tipine ayrılmalıdır:
- Kaba talaş işleme/yarı kaba işleme
- Yarı ince talaş işleme
- İnce talaş işleme
Çoğu zaman yüksek hızda işleme teknikleri kullanılarak gerçekleştirilen süper ince talaş işlemesi, bazı durumlarda gereklidir. Artık frezeleme olarak adlandırılan kalan stoğun frezelenmesi, yarı ince talaş işleme ve ince talaş işleme işlemleri kapsamındadır. En iyi hassasiyet ve verimlilik için kaba talaş işlemenin ve ince talaş işlemenin ayrı tezgahlarda gerçekleştirilmesi ve her operasyona özel frezelerin kullanılması önerilir.
İnce talaş işleme işlemi, ileri yazılım ve programlama teknikleri ile 4/5 eksenli bir takım tezgahında gerçekleştirilmelidir. Bu, zaman alan manuel tamamlama çalışmasını ciddi ölçüde kısaltabilir veya tamamen ortadan kaldırabilir. Sonuç, daha iyi geometrik hassaslığa sahip bir ürün ve daha yüksek bir yüzey yapısı kalitesi olacaktır.
Takım seçimi
Kaba talaş işleme ve yarı ince talaş işleme için optimize edilmiş freze takımları:
yuvarlak kesici uçlar ve radyüslü konseptler.
İnce talaş işleme ve süper ince talaş işleme için optimize edilmiş freze takımları:
küresel uçlu parmak freze ve radyüslü konsept.
 |  |  |  | |
| Yuvarlak kesici uçlar | Küresel uçlu değiştirilebilir | Küresel uçlu değiştirilebilir - başlık | Küresel uçlu yekpare karbür | |
| Tezgah / fener mili boyutu | ISO 40, 50 | ISO 40, 50 | ISO 30, 40 | ISO 30, 40 |
| Stabilite gereksinimi | Yüksek | Orta talaş işleme | Orta talaş işleme | Düşük |
| Kaba talaş işleme | Çok iyi | iyi | Kabul edilir | Kabul edilir |
| İnce talaş işleme | Kabul edilir | Kabul edilir | Çok iyi | Çok iyi |
| Kesme derinliği ap | Orta talaş işleme | Orta | Küçük | Küçük |
| Çok yönlülük | Çok iyi | Çok iyi | Çok iyi | Çok iyi |
| Verimlilik | Çok iyi | iyi | iyi | İyi |
Profil frezeleme için uygulama kontrol listesi
Parçanın profili, doğru takımları seçmek ve en uygun işleme yöntemini bulmak için dikkatle incelenmelidir:
- Minimum radyüsü ve maksimum havuz derinliğini belirleyin
- Kaldırılacak malzemenin miktarını hesaplayın
- Titreşimleri önlemek için takım kurulumunu ve iş parçasının bağlamasını göz önünde bulundurun. Tüm işleme, profil üzerinde geometrik hassaslık elde etmek için optimize tezgahlar üzerinde gerçekleştirilmelidir
- İnce talaş işleme ve süper ince talaş işleme işlemleri için ayrı ve doğru takım tezgahları kullanılarak, zaman alıcı manuel parlatma ihtiyacını azaltılabilir veya bazı durumlarda tamamen ortadan kaldırılabilir
- Bazı ileri programlamalar, büyük tasarruflar elde etmek için gerekli olabilir. Net şekle yakın işleme ve mümkün olan en iyi kaliteyi elde etmek için yüksek hızlı tekniklere sahip parmak frezeleri kullanın
- Büyük parçaların kaba talaş işlemesi ve yarı ince talaş işlemesi, bir kural olarak konvansiyonel yöntemler ve takımlama ile yapılır. Kaba talaş işleme için yüksek kesme hızlarının kullanıldığı alüminyum bir istisnadır
Titreşim nasıl azaltılır

Titreşim, uzun kullanma mesafeleri kullanarak derin profillerin işlemesinde bir engeldir. Talaş derinliğini, hızı veya ilerlemeyi azaltmak, bu sorunun üstesinden gelmek için yaygın yöntemlerdir.
- İyi salgı hassasiyetine sahip sert modüler takımlar kullanın
- Modüler takımlar, esnekliği ve mümkün kombinasyon sayısını artırır
- Mastar hattından kesme kenarının en düşük noktasına kadar toplam takım boyu, mastar hattındaki çapın 4−5 katını aşarsa sönümlemeli takımlar veya uzatma baraları kullanın
- Bükülme sertliğinin artırılması gerekiyorsa ağır malzemeden yapılmış uzatmalar kullanın
- 20.000 dev/dak üzerindeki fener mili hızları için özel olarak dengelenmiş freze ve tutucular kullanın
- Freze çapına göre uzatmalarda ve adaptörlerde mümkün olan en büyük çapı seçin
- Tutucu ve freze arasında 1 mm (0,039 inç) radyal fark yeterlidir. Büyük boyutlu frezeler kullanın
- Dalma frezeleme, oldukça uzun takımlar ile frezelemeye alternatif bir yöntemdir
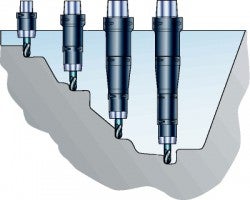
Takım boyunu aşamalı olarak uzatın

Son pasonun iş parçasının derininde yer aldığı kaba talaş işlemede maksimum verimlilik sağlamak için frezenin bir dizi uzatma ile çalışması önemlidir.
- Daha uzun uzatmalar verimliliği sınırlayıp titreşim oluşturmaya meyilli olduğu için en kısa uzatma ile başlayın
- Programda önceden belirlenmiş konumda uzatılmış takımlara geçin. Havuzun geometrisi, değiştirme noktasını belirler
- Maksimum verimlilik sağlamak için kesme değerlerini her takım boyuna uyarlayın
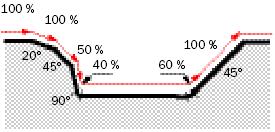
Doğru kesme hızı
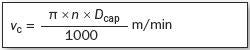
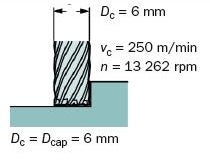
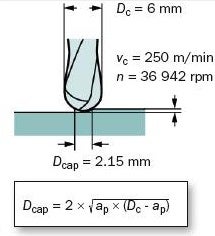
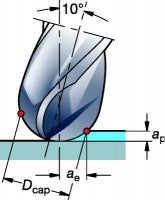
Küresel uçlu veya yuvarlak uçlu bir frezenin kesme hızı hesaplanırken takımın nominal çap değeri kullanılıyorsa ve talaş derinliği ap sığ ise doğru kesme hızı, kesme derinliği vc çok daha düşük olacaktır. Tabla ilerlemesi ve verimliliği ciddi şekilde engellenmiş olacaktır.
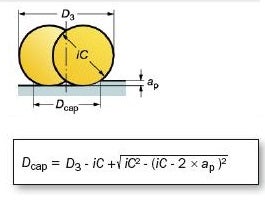
Kesimdeki doğru veya etkin çapın kesme hızının temel hesaplamaları, Dcap.
Kenar parmak frezeleri
Küresel uçlu frezeler
Yuvarlak uçlu frezeler
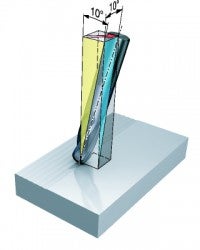
Nokta frezeleme – eğilmiş freze
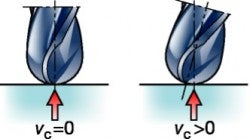
Küresel uçlu bir parmak freze kullanılırken, kesme kenarının en önemli alanı, kesme hızının kesim süreci için uygunsuz şekilde sıfıra yakın olduğu yer olan takım merkezidir. Takım merkezindeki talaş tahliyesi, keskin kenardaki dar alan nedeniyle önemlidir.
Fener milinin veya iş parçasının 10 ila 15 derece eğilmesi önerilir, çünkü bu kesme bölgesini takım merkezinden uzağa hareket ettirir.
- Minimum kesme hızı daha yüksek olacak
- Yüksek takım ömrü ve talaş oluşumu
- Daha iyi yüzey kalitesi
Merkez kesme frezeleri örneği
Merkez kısmı, z = 2
Çevresel kısmı, z = 4

Z = 2

Z = 4
Sığ kesim
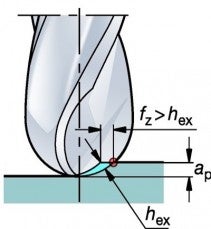
Daha düşük kesme derinliğinde yuvarlak bir kesici uç veya küresel uçlu bir freze kullanıldığında kesme hızı vc, kesici kenarın kısa kavrama süresi nedeniyle artırılabilir. Kesme bölgesinde ısı yayılım süresi kısalır, yani hem kesme kenarı hem de iş parçası ısısı düşük tutulur. Diş başına ilerleme fz, talaş inceltme etkisine bağlı olarak artırılabilir.
Sığ kesim
Örnek sığ kesim, eğilmiş ve eğilmemiş freze
Bu örnek, ae/ap küçük olduğunda kesme hızını artırmak için var olan olasılıkları ve ayrıca eğilmiş bir freze kullanmanın avantajlarını gösterir.
Küresel uçlu yekpare karbür
Dc = 10 mm, kalite GC 1610.
Malzeme: Çelik, 400HB
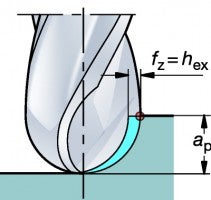
Derin bir kesim için kesme değerleri önerileri ap - Dc/2:
vc = 170 m/dak
fz = 0,08 mm/dev = hex
| İşlem | Eğilmemiş freze | Eğilmiş freze (10°) |
Yarı ince talaş işleme ap - 2 mm (0,079 inç)
vc - 300 m/dk (984 ft/dk)
Diş başına ilerleme, fz, eğilmemiş ve eğilmiş freze için | Dc = 10 mm (0,394 inç)
vc = 300 m/dak (984 ft/dak)
hex = 0,08 mm (0,003 inç)
vf = 2 860 mm/dak (113 inç/dak) | Dc = 10 mm (0,394 inç)
vc = 300 m/dak (984 ft/dak)
hex = 0,08 mm (0,003 inç)
vf = 5 100 mm/dak (201 inç/dak) |
Süper ince talaş işleme ae - 0,1 mm
vc - 5 * 170 - 850 m/dak (557–2789 ft/dak)
Not: Süper ince talaş işlemede iki dişli freze zn = 2
fz - 0,12 mm/z (0,005 inç/z) | Süper ince talaş işleme için eğilmemiş bir freze önerilmez | Dc = 10 mm (0,394 inç)
vc = 850 m/dak (2789 ft/dak)
hex = 0,02 mm (0,0008 inç)
vf = 14 600 mm/dak (575 inç/dak) |
Profil frezelemede verimlilik: sabit stok
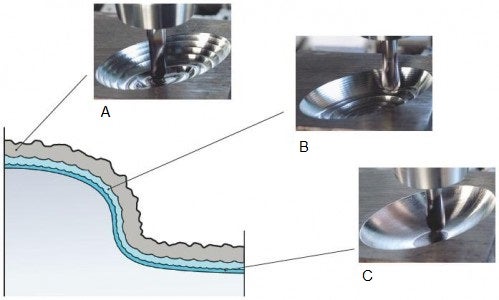
A: Kaba talaş işleme
B: Yarı ince talaş işleme
C: İnce talaş işleme ve süper ince talaş işleme
Sabit bir stok profil işlemede, özellikle yüksek hızlar kullanılırken, yüksek ve sabit verimlilik için temel kriterlerden biridir.
- Kalıp oluşturmada yaygın olan bu işlemlerde maksimum verimliliğe ulaşmak için frezeleme takımlarının boyutunun belli işlemlere uyarlanması önemlidir
- Birincil amaç, kullanılan her takımın iş yükünde ve yönünde birkaç değişiklik elde etmek için eşit dağıtılmış bir çalışma boşluğu veya stok oluşturmaktır
Özellikle hafif kaba talaş işleme ve yarı ince talaş işlemede, her işlem boyunca sadece bir çap kullanmak yerine çoğu zaman farklı freze boyutlarını büyükten küçüğe doğru küçültmek daha avantajlıdır.
- İnce talaş işlemede en iyi kaliteye, önceki işlemler mümkün olduğunca az ve sabit miktarda stok bıraktığında erişilir
- Hedef, her zaman son şekil için belirlenen gereksinimlere mümkün olduğu kadar yaklaşmak olmalıdır
- Güvenli kesme uygulaması
Sabit stoğun avantajları
- Bazı yarı ince talaş işleme ve pratikte tüm ince talaş işleme işlemleri, kısmen insanlı ve bazen de insansız olarak gerçekleştirilebilir
- Takım tezgahı kılavuz yolları, küresel vidalar ve fener mili rulmanları üzerindeki etki daha az negatif olacaktır
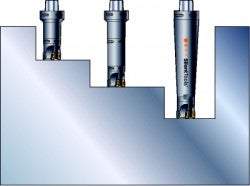
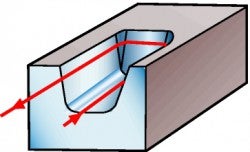
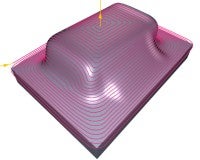
Yekpare bir iş parçasından havuz açma
- Bir havuz açılırken ap, değerini minimuma indiren ve ayrıca bir sonraki profil frezeleme işlemi için sürekli bir stok bırakan bir yöntemin seçilmesi önemlidir
- Kenar yüzey/parmak frezeleri veya uzun kenarlı frezeler, kaldırılması gereken merdiven şeklinde bir stok bırakacaktır. Bu, değişken kesme kuvvetleri ve takım sapmaları oluşturur. Sonuç, son şeklin geometrik hassaslığını etkileyecek ince talaş işleme için dengesiz bir stoktur
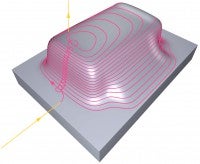
- Yuvarlak uçlu frezelerin kullanımı, pasolar arasında düzgün geçişler oluşturacak ve daha iyi bir parça kalitesi ile sonuçlanacak profil işleme işlemleri için daha az stok bırakacaktır
- Üçüncü bir alternatif ise, havuz açmak için yüksek ilerlemeli bir frezenin kullanılmasıdır. Bu, küçük kesme derinliği yani küçük merdiven kademeleri nedeniyle küçük ve hatta sürekli bir stok ile sonuçlanacaktır
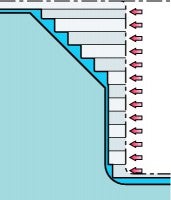

Kare kenar frezesi,
Daha büyük ve dengesiz artık stok
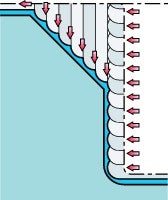

Yuvarlak uçlu freze,
Küçük artık stok
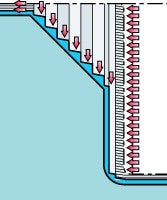

Yüksek ilerlemeli freze,
küçük artık stok
Kopya frezeleme

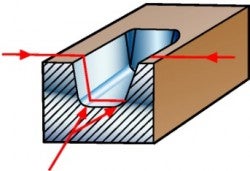
Bir havuz için takım yollarının programlanmasında geleneksel ve en kolay yöntem, malzemede birçok giriş ve çıkış ile normal kopya frezeleme tekniğinin kullanılmasıdır. Bu, güçlü yazılım programlarının, tezgahların ve freze takımlarının çok sınırlı şekilde kullanılması anlamına gelir. Takım yolu sapmalarını önlemek için önceden görebilme fonksiyonlu yazılıma sahip bir tezgahın kullanılması tercih edilir.
Yöntemlerin, takım yollarının, frezelemenin ve takım tutucuların seçiminde açık görüşlü bir yaklaşım çok önemlidir.
− Kesici ucun merkez noktasında ağır yük
− Düşük ilerleme hızları
− Düşük takım ömrü
− Mekanik etki
− Biçim hataları
− Daha uzun programlar ve kesme süresi
Kopya frezeleme takım yolu çoğunlukla yukarı ve aşağı frezelemenin bir kombinasyonudur ve kesimde birçok istenmeyen kavrama ve geri çekilmeler oluşturur. Her giriş ve çıkış, takımın yüzey üzerinde bir iz bırakarak sapacağı anlamına gelir. O zaman takımın kesme kuvvetleri ve bükülmesi azalacaktır ve çıkış alanında malzemenin hafif bir dip boşaltması olacaktır.
Sonuçlar
- Dik duvarlar boyunca kopya frezelemeden mümkün olduğunca kaçınılmalıdır. Dalma yapılırken, talaş kalınlığı geniş ve kesme hızı düşük olmalıdır
- Takım merkezinde kenar kopması riski vardır, özellikle de freze taban alanına çarptığında
- Önceden görebilme fonksiyonuna sahip bir ilerleme hızı kontrolü kullanın. Aksi halde yavaşlama da takım merkezine gelecek hasarları önlemek için yeterince hızlı olmayacaktır
- Freze duvara çarptığında sapma, titreşim veya takım kırılması riski ile birlikte büyük bir temas uzunluğu olacaktır
- Küresel uçlu parmak freze kullanılırken en önemli alan kesme hızının sıfır olduğu takım merkezindedir. Takım merkezi alanını kullanmaktan kaçının ve koşulları geliştirmek için fener milini veya iş parçasını eğerek nokta frezeleme uygulayın
- Talaş kalınlığı daha uygun bir kesme hızında maksimum seviyede olduğu için dik duvarlar boyunca yukarı kopyalama gerçekleştirmek kesim prosesi için bir şekilde daha iyidir
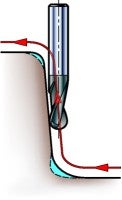
Dalma riski

Yukarı kopyalama:
Önerilen maksimum talaş kalınlığı vc.
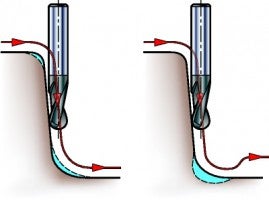
Havuzun tabanında:
Takım merkezinde tanecik kopması riski.
Biçim hataları yaygın, özellikle yüksek hızda işleme teknikleri kullanılırken.

Aşağı kopyalama:
Çok düşük vc değerinde büyük talaş kalınlığı.
Daha kısa takım ömrünü önlemek için ilerlemenin azaltılması
Tersine çevrilmiş yukarı ve aşağı frezeleme, takımı alternatif sapma ve kesme kuvvetlerine maruz bırakacaktır. Takım yolunun kritik bölümlerindeki ilerleme hızının azaltılması ile kenar kopması riski azaltılır ve daha uzun takım ömrü ile daha güvenli bir kesim prosesi elde edilir.
Kontur frezeleme
Malzemeyi sabit Z değerinde "dilme" ile sınırlı programlama tekniklerinin kullanılması yerine aşağı frezeleme ile birlikte kontur frezeleme takım yollarının kullanılması oldukça avantajlıdır. Sonuçlar:
+ Oldukça kısa işleme süresi
+ Daha iyi tezgah ve takım kullanımı
+ İşlenmiş şeklin geliştirilmiş geometrik kalitesi
+ Daha az zaman alan ince talaş işleme ve manuel parlatma işi
+ Kesme hızı kontrolü - ve
+ HSM etkinleştirme
+ Yüksek ilerleme hızları
+ Daha uzun kesici uç ömrü
+ Güvenlik
İlk programlama işlemi çok zordur ve biraz daha uzun bir zaman alacaktır; ancak, saat başına tezgah maliyeti normalde bir iş merkezininkinin üç katı olduğu için bu durum hızla telafi edilir. Takım yolu sapmalarını önlemek için önceden görebilme fonksiyonlu yazılıma sahip bir tezgahın kullanılması tercih edilir.Sonuçlar

- Aşağı frezelemeyi sağlayan en iyi yöntem olduğu için "Su hattı frezeleme"'deki gibi bir takım yolu kontur frezeleme tipi kullanın
- Frezeleme takımının çevresi ile kontur frezeleme, daha büyük bir takım çapında kesimde daha fazla dişin etkin olması nedeniyle çoğunlukla daha yüksek bir verimlilikle sonuçlanır
- Fener mili hızı tezgahta sınırlıysa kontur frezeleme, kesme hızının sağlanması ve kontrol edilmesine yardımcı olacaktır
- Kontur frezeleme iş yükü ve yönünde daha az hızlı değişim yaratır. Yüksek hızlı ve ilerlemeli frezelemede ve sertleştirilmiş malzemelerde, kesme kenarı özel bir öneme sahiptir ve proses, sapma farklılıkları veya titreşim yaratabilecek herhangi bir değişikliğe karşı daha savunmasızdır
- İyi takım ömrü için sürekli olarak ve mümkün olduğu kadar uzun süre kesimde kalın
Not! Kesme hızı sıfır olduğunda takımın merkezi ile kesmekten kaçının.
Takım yolu stratejisi
Z – sabit kontur frezeleme, iki eksen. Kaba talaş işlemeden ince talaş işlemeye
Su hattı frezelemesi - sabit kontur frezeleme
- CAM kontrollü maksimum kademe fonksiyonu mevcut olduğunda yaygın
- Yumuşak kavrama ve geri çekilme
- Kolay programlama
- Geniş takım seçimi
Helisel kontur frezeleme, üç – beş eksen. İnce talaş işleme
Bir rampalama takım yolunda kontur frezeleme
- Düzgün yön değişimleri
- İyi biçim hassasiyeti ve iyi yüzey kalitesi
- Kontrollü tarak kabuğu yüksekliği
- Sürekli kavrama
- Kısa programlar
- Kısa takım
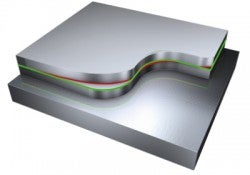
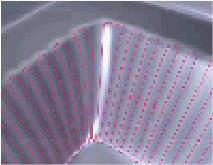
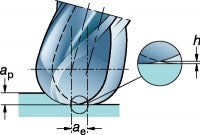
Kalıp yüzeyinin oluşumu
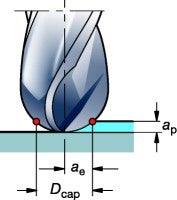
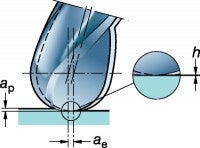
İki yönde yaklaşık 10° eğilmiş bir freze ile aşağı frezeleme, iyi yüzey kalitesi ve güvenilir bir performans sağlar. Küresel uçlu bir freze veya radyüs şekilli bir kesme kenarı, aşağıdakilere bağlı olarak belli bir tepecik yüksekliğine, h, sahip bir yüzey oluşturacaktır:
- Kesme genişliği, ae
- Diş başına ilerleme, fz
Diğer önemli faktörler, kesme kuvvetlerini etkileyen kesme derinliği, ap ve salgıyı okuyan takım göstergesidir – TIR. En iyi sonuçlar için:
- Coromant Capto® yüksek hassasiyetli hidrolik ayna kullanın
- Takım kullanma mesafesini minimuma indirin
Kaba talaş işleme ve yarı kaba talaş işleme
Diş başına ilerleme, kesme derinliğinden ve genişliğinden çok daha küçükse oluşturulan yüzeyin ilerleme yönünde çok daha küçük bir tepecik yüksekliği olacaktır.
Yüzey işleme ve süper yüzey işleme
Tüm yönlerde düzgün, simetrik bir yüzey yapısı elde etmek avantajlıdır, bu yüzey seçilen parlatma yönteminden bağımsız olarak sonra da kolaylıkla parlatılabilir.
Buna fz ≈ ae iken erişilir.
En iyi yüzey yapısı elde etmek için süper yüzey işlemede her zaman eğilmiş iki dişli freze kullanın.
ae değerinden çok daha küçük fz
değeri ile yarı kaba talaş işleme
Eğilmiş bir freze ile süper yüzey işleme ve fz değeri ae
değerine eşit

