Torna frezeleme
Başarılı torna frezeleme nedir?
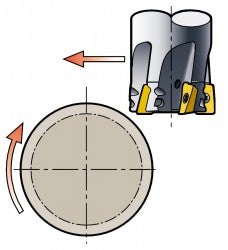
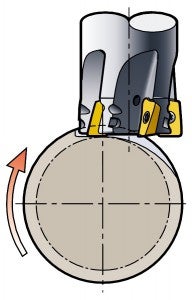
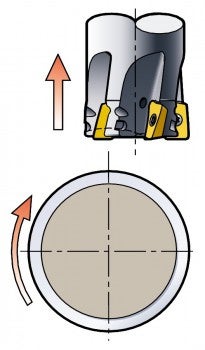
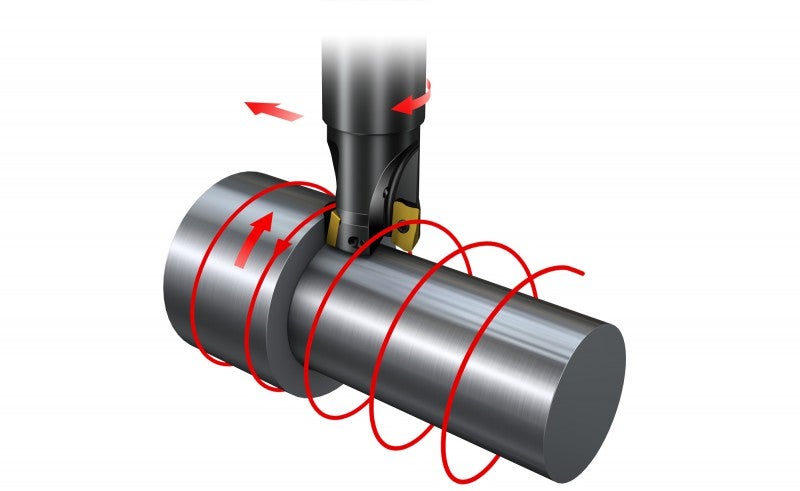
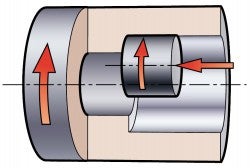
Torna frezeleme, iş parçası merkez noktası etrafında döndürülürken eğimli bir yüzeyin frezelenmesi olarak tanımlanır.
Klasik frezeleme veya tornalama işlemlerinden çok fark gösteren dış merkezli form veya şekillerde genelde torna frezeleme yapılır. Bu yöntem üstün talaş kontrolüyle yüksek talaş kaldırma oranı sağlar.
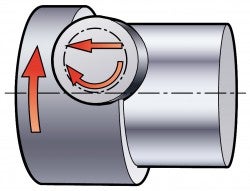
- Dönüş sırasında freze kesici radyal yönde beslendiği takdirde silindirik yüzey elde edilebilir
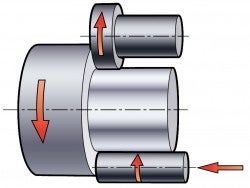
- Kesici iki yönde eşzamanlı hareket ettirilerek mil kamları gibi dış merkezli yüzeyler oluşturulabilir
- 2'den fazla eksen hareketi için rampalama özelliğine sahip bir takım gereklidir
- Konik şekil işlemek için 5 eksen gereklidir
- Türbin kanadı gibi kompleks profillerin torna frezelemesi için 5 (veya 4) eksende, iş parçası 2 veya 3, takım içinse 1 veya 2 eksende eşzamanlı hareket gerekir
- Kesici 2'den fazla eksende beslenirken parça eşzamanlı olarak döndürülerek türbin kanadı gibi parçalar elde edilebilir
Torna frezeleme işleminin seçimi
Yüzey torna frezeleme – 4/5 eksen
Dış çap işleme ana yöntemi.
+ Kısa takım uzatmaları
+ Küçük takım çapları/düşük tork
+ Dış/ince parçalar
+ Profil oluşturma
− Doğal silindirik yüzey değil
− İç
Çevre torna frezeleme – 3/4 eksen
Dairesel interpolasyon ile aynı prensibe sahiptir ancak torna frezelemede hem kesici hem de iş parçası döner.
Genelde dahili özellikler için kullanılır.
+ İç çap işleme
+ Silindirik yüzey
+ Dar kanallar
+ Diş frezeleme
+ Yuvarlaklık
− Profil oluşturma
− Büyük çap/yüksek tork
− Uzun kullanma mesafeleri
Torna frezeleme nasıl uygulanır
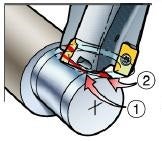
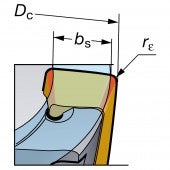
Kesici pozisyonu - dikdörtgen uç/silici
Kesici konumu
Kesme genişliği
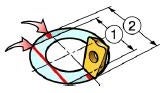
1 = İlk kesim
2 = İkinci kesim
Yüzey torna frezeleme işlemlerinde bir silici uç sayesinde kesici ile işlenen yüzey arasında düz çizgi teması sağlanarak parçanın silindirik bölümü oluşturulur.
Frezelenen yüzey konveks olduğu için silici alanı taçlı değil, düz olmalıdır. Kesicinin tüm genişliğini kaplamak için takım en az iki ofsetle yerleştirilmelidir; birincisi iş parçasının ilk devrinde Ew1 ve sonra ikinci kesim için Ew2'ye taşınmalıdır.
Kesici pozisyonu - yuvarlak uç/silici
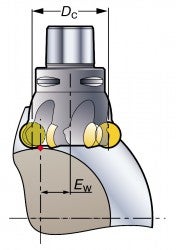
Torna frezeleme işlemlerinde mümkün olan en düz yüzey için kesme genişliği, ae, etkili kesici çapının %40'ından az olan küçük çaplı bir kesici idealdir.
Bununla birlikte, en iyi verimliliği elde etmek için ae'nin artırılması gerekmektedir. Bunun için aşağıdakiler arttırılabilir:
- Kesici çapı
- Radyal kavrama oranı – ae/DC
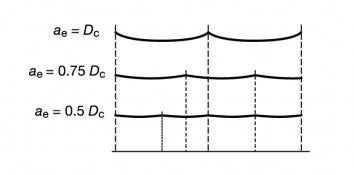
Uygun çıkıntı yüksekliği için kesici merkezden ofset edilmelidir. Ofset miktarı ae'ye bağlıdır ve ilgili ae/DC şemasından alınır.
Ofset ve kesme genişliği
Silici genişliği
Kesme genişliği
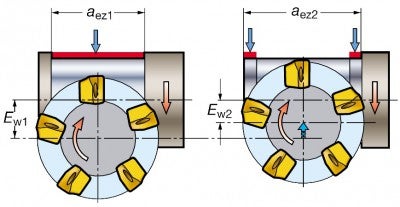
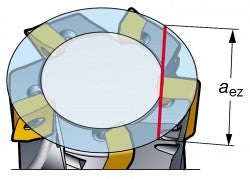
Kesici çapından daha geniş bir yüzeyi frezelemek için başlangıç pozisyonunda kalıp kesiciyi eksenel yönde gereken uzunluğa getirmek gereklidir; ancak, bu uzunluk devir başına aez1'in %80'ini aşmamalıdır. 90° omuz gerektiğinde kesici ikinci pozisyona taşınmalıdır, Ew2.
İlerleme prensibi
Torna frezeleme işlemi sürecinde frezeleme takımı, iş parçasına radyal yönde beslenmelidir. İş parçası dönüş hızı, uç için önerilen ilerleme/diş değerine uygun olmalıdır. Kesici eksenel olarak beslenmelidir.