
Marópálya és forgácsképződés marás esetén
A megfelelő marópálya és forgácsképződés nagyon fontosak a forgácsolóél biztonsága és a jobb éltartam szempontjából marási műveletekben.
A marószerszám egyes forgácsolóélei radiális irányban szakaszosan forgácsolják a munkadarabot. Az egyes fogásvételekben három különböző fázist kell figyelembe venni:
1. Fogásvétel
2. Forgácsív a fogásban
3. Kilépés a fogásvételből
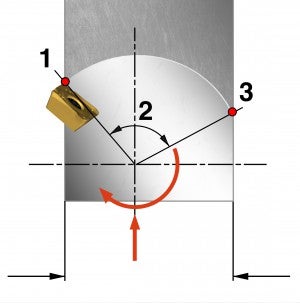
Fogásvétel
Keményfém lapkák használata esetén a fogásba lépés a legkevésbé érzékeny a három forgácsolási fázis közül. A keményfém jól viseli a belépéskor fellépő hatások által okozott nyomófeszültségeket.
Kilépés a fogásvételből
A munkadarabból kilépés a legérzékenyebb a három forgácsolási fázis közül.
Marási műveletekben kilépéskor mindig próbálja meg elkerülni a forgácsképződést. Vastag forgácsok képződése esetén gyakran drámai mértékben csökken az élettartam a keményfém lapkák használatakor. A forgács nincs megtámasztva a fogás végső pontján, és megpróbál elhajlani, ez mechanikai feszültséget hoz létre a keményfémben, ami törést okozhat az élen.

Forgácsív a fogásban
- A maximális lehetséges forgácsív 180° (ae = 100% DC) horonymarás esetén
- Simítómarás esetén az ív nagyon kicsi lehet
- A minőségkövetelmények nagymértékben eltérők a radiális bemerülés százalékától függően, ae/DC
- Minél nagyobb a forgácsív, annál több hő jut a forgácsolóélre
- Nagy forgácsív esetén a CVD-bevonatos minőségek biztosítják a legjobb hőgátat
- Kis forgácsív esetén a forgácsvastagság normál esetben kisebb, és a PVD-bevonatos minőségek élesebb éle kevesebb hőt fejleszt és kisebb forgácsolóerőket eredményez
Nagy (max.) forgácsív
- Hosszabb fogásban töltött idő
- Nagy radiális erők
- Fokozott hőfejlődés
- CVD-bevonatos minőségek
Kis forgácsív
- A rövid fogásban töltött és a kevesebb hő nagyobb vc értéket tesz lehetővé
- A vékonyabb forgács nagyobb fz értéket tesz lehetővé
- Éles vágóélek
- PVD-bevonatos minőségek
Belépés az alkatrészbe
Ha a marószerszám a program szerint egyenesen lép be a munkadarabba, a kilépésnél vastag forgács képződik egészen addig, amíg a maró teljesen fogásba nem kerül. Ez drámaian csökkentheti a szerszáméltartamot, különösen edzett acéloknál, titánnál és hőálló ötvözeteknél. Rezgések szempontjából lényeges, hogy a munkadarabba történő belépés egyenletes legyen.
Az éltartam növelésére két módszer létezik:1. Kisebb előtolás
Csökkentse az előtolást 50%-ra, amíg a maró teljesen be nem lép a fogásba2. Fogásba gördülés
Programozzon befordítást a behatolás idejére óramutató járásával megegyező irányban (egy óramutató járásával ellentétes irányú befordítás nem oldja meg a forgácsvastagság problémáját). A befordítással a forgácsvastagság a kilépésnél mindig nulla, ezzel nagyobb előtolás alkalmazható, és nő a szerszáméltartam.
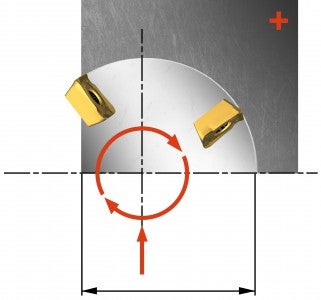
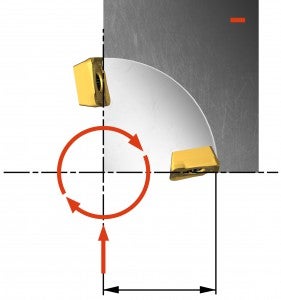
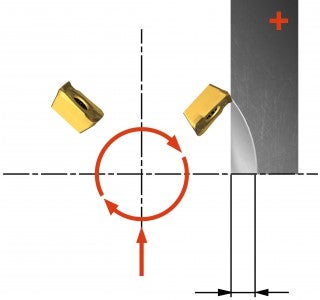
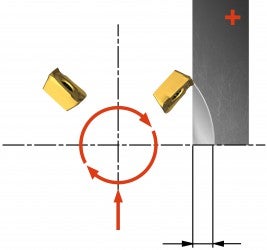
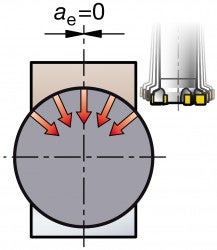
Marószerszám pozíciója
Helyezze a szerszámot a középvonalon kívülre – balra – a vastagabb forgács eléréshez a belépéskor, illetve vékonyabb forgácshoz kilépéskor (egyenirányú marás). Így a forgácsolóerők iránya egyenletesebb és kedvezőbb lesz, ami minimalizálja a rezgési hajlamot.
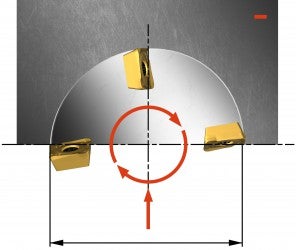
Ha a maró szimmetrikusan kerül a középvonalra, vastag forgácsok képződnek kilépéskor, és nagyobb lesz a rezgési hajlamok kockázata.
A maróátmérőnek (DC) 20–50%-kal nagyobbnak kell lennie, mint a fogásszélesség (ae).
A rendelkezésre álló orsóteljesítményt is figyelembe kell venni, mivel ez is befolyásolja a fogosztás megválasztását.
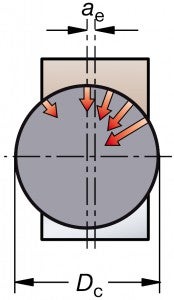
A maró legyen 20–50%-kal nagyobb mint az
ae
, és a középvonalhoz képest eltolva kell elhelyezni.
A középvonalra helyezett marók
rezgéseket eredményezhet.
Tartsa a marószerszámot fogásban
Az éles irányváltások a fogásban vastag forgácsot eredményeznek kilépéskor. Kövesse ezeket az ajánlásokat a biztonságos és optimalizált marási folyamat érdekében:
- Tartsa a marószerszámot folyamatosan fogásban
- A sarkokban mindig kulcsfontosságú a folyamatos ív tartása
- A fogásszélesség (ae) legyen 70%-a DC-nek a sarkok maximális lefedése érdekében
- A peremmarásnál tartsa folyamatosan az ívet a sarkok körül
- Programozzon a megszakítások és a furatok körül, ahol lehetséges
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
