
Marás alkalmazása különböző anyagokban
Acélmarás

Az acél megmunkálhatósága az ötvözőelemektől, a hőkezelésektől és a gyártási eljárásoktól függ (kovácsolt, öntött stb.).
A lágy, kis széntartalmú acélokban a fő problémák az élrátétképződés és a sorjaképződés a munkadarabon. A keményebb acélokban fontosabbá válik a maró pozicionálása az élkitöredezés elkerülése érdekében.
Technológiai javaslat
Acélmarás esetén mindig kövesse az ajánlásokat, például a maró pozicionálása a nagy forgácsvastagság elkerülése érdekében a kilépésnél, és hogy mindig vegye figyelembe a száraz marás lehetőségét hűtőfolyadék használata helyett, különösen a nagyolási műveletekben.
További információk az acélanyagokról
Rozsdamentes acél marása
A rozsdamentes acélok a ferrites/martenzites, ausztenites és duplex (ausztenites/ferrites) kategóriákba sorolhatók, és mindegyikhez eltérő marási ajánlások tartoznak.
Ferrites/martenzites rozsdamentes acél marása
Anyagbesorolás: P5,x
A ferrites rozsdamentes acél megmunkálhatósága összemérhető a gyengén ötvözött acéléval, ezért az acélmarási ajánlások alkalmazhatók.
A martenzites rozsdamentes acél erősebb felkeményedési tulajdonsággal rendelkezik, és nagyon nagy forgácsolóerőket fejt ki fogásba lépéskor. Használja a megfelelő szerszámutat és a begördüléses módszert a legjobb eredmények érdekében, és használjon nagyobb forgácsolási sebességet (vc) a felkeményedés leküzdéséhez. A nagyobb forgácsolási sebesség egy szívósabb minőséggel és egy megerősített forgácsolóéllel nagyobb biztonságot nyújt.
Ausztenites és duplex rozsdamentes acélok marása
Anyagbesorolás: M1.x, M2.x és M3.x
Ausztenites és duplex rozsdamentes acélok marásakor a fő kopási kritériumok a hőrepedések miatti élkitöredezések, a csorbulásos kopás és az élrátétképződés/kenődés. Az alkatrészen a sorjaképződés és a felületi minőségi problémák jelentik a fő gondot.

Hő okozta repedések

Élkitöredezés a lapkán

Sorjaképződés és rossz felületi minőség
Ajánlások nagyoláshoz
- Használjon nagy forgácsolási sebességeket (vc = 150–250 m/perc (492–820 láb/perc)) az élrátétképződés elkerülése érdekében.
- Száraz megmunkálást végezzen, hűtőfolyadék nélkül, a hő által okozott repedések miatti problémák minimalizálása érdekében.
Ajánlások simításhoz
- Hűtőfolyadék vagy lehetőleg olajköd/minimális kenés alkalmazására néha szükség lehet a felületi minőség javítására. Simításnál kevesebb probléma adódik a hő által okozott repedésekkel, mert a forgácsolási zónában kevesebb hő képződik.
- Egy fémkerámia minőség esetén hűtőfolyadék nélkül is elérhető a megfelelő felületi minőség.
- A túl alacsony fz előtolás a lapka erős kopását okozhatja, mivel az él a deformáció által edzett zónában dolgozik.
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Öntöttvas marása

Öt fő öntöttvastípus létezik:
- Szürkeöntvény (GCI)
- Gömbgrafitos öntöttvas (NCI)
- Temperöntvény (MCI)
- Tömörített grafitos vas (CGI)
- Megeresztett, alakítható vas (ADI)
Szürkeöntvény
Anyagbesorolás: K2.x
Szürkeöntvény marásakor a fő kopási kritériumok az abrazív hátkopás és a hőrepedések. Az alkatrészen a kipattogzás (a munkadarab azon oldalán, ahol a szerszám kilép) és a felületi minőségi problémák jelentik a fő gondot.

Jellemző lapkakopás
Kipattogzás az alkatrészen
Ajánlások nagyoláshoz
- Lehetőleg száraz megmunkálást végezzen, hűtőfolyadék nélkül, a hő által okozott repedések miatti problémák minimalizálása érdekében. Használjon vastag bevonatos keményfém lapkákat
- Ha problémát jelent a munkadarab kipattogzása: Ellenőrizze a hátkopástCsökkentse az előtolást (fz) a forgácsvastagság csökkentése érdekébenHasználjon pozitívabb geometriátElőnyben részesített a 65/60/45 fokos marók használata
- Ha hűtőfolyadékot kell használni a por elkerüléséhez stb., akkor válasszon nedves marási minőségeket.
- A bevonatos keményfém mindig az elsősorban ajánlott választás, de a kerámiák is alkalmazhatók. Ne feledje, hogy a forgácsolási sebességnek (vc) nagyon nagynak kell lennie (800–1000 m/perc (2624–3281 láb/perc)). A sorjaképződés a munkadarabon korlátozza a forgácsolási sebességet. Ne használjon hűtőfolyadékot

Ajánlások simításhoz
- Használjon vékony bevonatos keményfém lapkákat (vagy alternatívaként bevonat nélküli keményfémet)
- A CBN-minőségek használhatók simításhoz nagy sebességek esetén. Ne használjon hűtőfolyadékot
Gömbgrafitos öntöttvas
Anyagbesorolás: K3.x
A ferrites és ferrites/perlites gömbgrafitos öntöttvas megmunkálhatósága nagyon hasonló a gyengén ötvözött acéléhoz. Ezért a szerszámok, lapkageometriák és minőségek kiválasztásakor az acélanyagokra megadott marási ajánlásokat kell használni.
A perlites gömbgrafitos öntöttvas koptatóbb hatású, ezért az öntöttvasra vonatkozó minőségek ajánlottak.
Használjon PVD-bevonatos minőségeket és nedves megmunkálást a legjobb megmunkálási eredmények érdekében.
Tömörített grafitos vas (CGI)
Anyagbesorolás: K4.x
Perlites tartalom 90% alatt

Ez a típusú CGI (amely gyakran 80%-os perlites szerkezettel rendelkezik) a leggyakrabban mart típus. Tipikus alkatrészek a motorblokkok, a hengerfejek és a kipufogó-leömlőcsonkok.
A maróajánlások ugyanazok, mint a szürkeöntvény esetében; azonban élesebb, pozitívabb geometriákat érdemes választani az alkatrészen kialakuló sorják minimalizálása érdekében.
A körkörös marás nagyon jó alternatívát jelenthet a hagyományos hengerkiesztergálásra CGI-ben.
Megeresztett, alakítható vas (ADI)
Anyagbesorolás: K5.x
A nagyolásra normál esetben a nem edzett fázisban kerül sor, és hasonló egy erősen ötvözött acél marásához.
A simítás műveletre azonban az edzett fázisban kerül sor, amely erősen koptató hatású. Ez az edzett acélok, ISO H-anyagok marásához hasonlítható. Az abrazív kopásnak jól ellenálló minőségek ajánlottak.
A gömbgrafitos öntöttvashoz (NCI) viszonyítva az ausztemperált gömbgrafitos öntöttvas (ADI) esetében az éltartam kb. 40%-ra csökken, a forgácsolóerők pedig kb. 40%-kal nagyobbak.
További információk az öntöttvas anyagokról
Nemvas anyagokhoz marása

A nemvas anyagok közé tartoznak az alumíniumon kívül a magnézium-, réz- és cinkalapú ötvözetek. A megmunkálhatóság leginkább az Si-tartalomtól függ. A hipoeutetikus alumínium a leggyakoribb típus (13% alatti Si-tartalommal).
Alumínium 13% alatti Si-tartalommal
Anyagbesorolás: N1.1-3
A domináns kopáskritériumok az élrátétképződés/kenődés az éleken, ami sorjaképződéshez és felületi minőségi problémához vezet. A jó forgácsképzés és forgácselvezetés alapvető fontosságúak a karcolásnyomok elkerüléséhez az alkatrész felületén.
Technológiai javaslat

PCD-hegyű lapkák
- Használjon PCD-hegyű lapkákat éles csiszolt élekkel a jó forgácstörés és az élrátéttel szembeni ellenálló képesség érdekében.
- Válasszon éles élű pozitív lapkageometriákat.
- A legtöbb más marási alkalmazással szemben, alumíniumban mindig kell hűtőfolyadékot használni a lapkaéleken a kenődés elkerülésére és a felületi minőség javítása érdekében. Si-tartalom < 8%: Használjon 5%-os koncentrációjú hűtőfolyadékot Si-tartalom 8–12%: Használjon 10%-os koncentrációjú hűtőfolyadékotSi-tartalom >12%: Használjon 15%-os koncentrációjú hűtőfolyadékot
- A nagyobb forgácsolási sebesség általában javítja a teljesítményt, és nem befolyásolja negatívan az éltartamot.
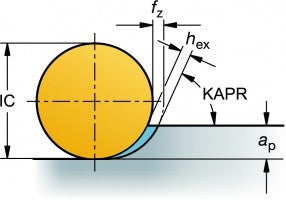
- A 0,10–0,20 mm-es (0,0039–0,0079 col) hex érték ajánlott. A túl alacsony értékek sorjaképződéshez vezethetnek.
Figyelem: Ügyeljen arra, hogy ne haladja meg a maró maximális fordulatszámát
- A nagy asztalelőtolások miatt „előre tervező” funkcióval rendelkező gépet kell használni a mérethibák elkerülése érdekében.
- Az éltartamot mindig korlátozza a sorjaképződés vagy az alkatrész felületi minősége. A lapkakopás nehezen használható éltartam-kritériumként.
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Hőálló szuperötvözetek (HRSA) marása

A hőálló szuperötvözetek (HRSA) három anyagcsoportba tartoznak; nikkelalapú, vasalapú és kobaltalapú ötvözetek. A titán lehet tiszta vagy ötvözött. A HRSA és a titán megmunkálhatósága gyenge, különösen öregített állapotban, amely nagy igényeket támaszt a forgácsolószerszámokkal szemben.
HRSA és titánötvözetek
A HRSA és a titán marása gyakran nagyon merev gépeket igényel, valamint nagy teljesítményt és nyomatékot. A csorbulásos kopás és az élkitöredezés a leggyakoribb kopástípusok. A nagy fokú hőképződés korlátozza a forgácsolási sebességet.
Technológiai javaslat
Használjon körlapkás marókat a csorbulásos kopás minimalizálására
- Amikor csak lehetséges, használjon körlapkás marókat a forgácsvékonyító hatás növelésére.
- Az 5 mm-nél (0,197 col) kisebb fogásmélységek esetén a belépési szögnek kisebbnek kell lennie mint 45°. Gyakorlatban pozitív homlokgeometriájú körlapka ajánlott.
- A maró pontossága a radiális és axiális irányokban is létfontosságú az állandó fogterhelés fenntartásához és a sima művelethez, illetve hogy elkerülhető legyen az egyes marófogak idő előtti meghibásodása.
- Mindig használjon pozitív forgácsolóélű geometriákat optimalizált éllekerekítéssel, hogy megakadályozza a forgácsok feltapadását ott, ahol az él kilép a fogásból.
- A marási ciklus során ténylegesen fogásban lévő fogak száma legyen a lehető legmagasabb. Ez jó termelékenységet biztosít, ha adott a stabilitás. Használjon extra sűrű fogosztású marókat.
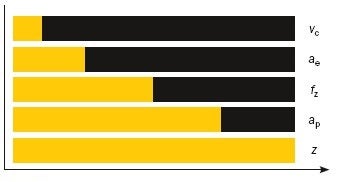

= Éltartam

= Éltartam csökkenése a forgácsolási paraméter növelésével
A módosításoknak eltérő hatásaik vannak az éltartamra; a vc forgácsolási sebesség hatása a legnagyobb, ezt követi az ae stb.
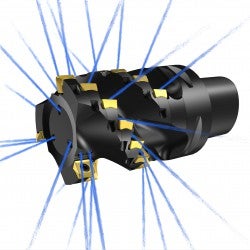
Hűtő-/kenőfolyadék
A legtöbb más anyagban végzett marással szemben mindig ajánlott a hűtőközeg használata a forgácseltávolítás elősegítéséhez, a hő szabályozásához a forgácsolóélen, valamint a forgácsok újravágásának megakadályozásághoz. Az orsón/szerszámokon áthaladó nagynyomású hűtőközeg-hozzávezetés (70 bar (1015 psi)) mindig előnyösebb a külső hozzávezetésnél és a kis nyomásnál.
Kivétel: A hősokk miatt nem szabad hűtőfolyadékot használni kerámialapkákkal végzett marás során.
A marón keresztüli hűtőfolyadék-hozzávezetés mindig előnyösebb keményfém lapkák használata esetén
Lapka-/szerszámkopás
A szerszám-meghibásodás és a rossz felületi minőség leggyakoribb okai a csorbulásos kopás, a túlzott hátkopás és az élvonali kipattogzás.
A bevált módszer a forgácsolóélek gyakori váltása a megbízható folyamat érdekében. A forgácsolóél körüli hátkopás nem haladhatja meg a 0,2 mm-t (0,0078 col) 90 fokos belépési szögű maró esetében, vagy a 0,3 mm-t (0,0118 col) körlapkák esetében.
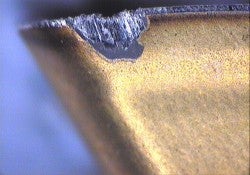
Jellemző lapkakopás
Kerámialapkás marók HRSA-anyagok nagyolásához

A kerámiás marás jellemzően 20–30-szor nagyobb sebességgel dolgozik, mint a keményfém, viszont kisebb előtolási sebességekkel (~0,1 mm/z (0,0039 col/z)), ami nagy termelékenységnövekedést jelent. A megszakított forgácsolás miatt ez egy sokkal hűvösebb művelet, mint az esztergálás. Emiatt a marás során 700–1000 m/perc (2297–3280 láb/perc) sebességek használatosak szemben az esztergálásnál használt 200–300 (m/perc) (656–984 (láb/perc)) sebességekkel.
Technológiai javaslat
- Főként körlapkákat használjon a kis belépési szög érdekében, illetve a csorbulásos kopás megelőzésére
- Ne használjon hűtőfolyadékot/hűtőközeget
- Ne használjon kerámiákat titán megmunkálásakor
- A kerámia negatívan befolyásolja a felület integritását és topográfiáját, ezért nem használatos, amikor a kész termék alakjához közel kell megmunkálást végezni
- A maximális hátkopás kerámialapkák használatakor HRSA-anyagokban: 0,6 mm (0,024 col)
További információk a HRSA-anyagokról és a titánról
Edzett acélok marása

Ez a csoport edzett és megeresztett acélokat tartalmaz (keménység: >45–65 HRC).
Jellemzően marással készített alkatrészek:
- Acéllapkák sajtoló süllyesztékekhez
- Műanyag alakadó szerszámok
- Kovácsoló süllyesztékek
- Présöntő szerszámok
- Üzemanyag-ellátó szivattyúk
Az abrazív hátkopás a lapkán és a kipattogzás a munkadarabon jelentik a fő problémákat.
Technológiai javaslat
- Használjon éles élű pozitív lapkageometriákat. Ez csökkenti a forgácsolóerőket, és simább forgácsolást eredményez
- Használja szárazon, kerülje a hűtőfolyadékot
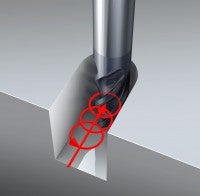
- A trochoidmarás egy megfelelő módszer, amely nagy asztalelőtolást tesz lehetővé kis forgácsolóerőkkel, így alacsony marad a forgácsolóél és a munkadarab hőmérséklete, ami előnyös a termelékenység, az éltartam és az alkatrésztűrések szempontjából
- A lágy, de gyors megmunkálási stratégiát kell alkalmazni homlokmarás esetén, pl. kis fogásmélységeket (ae és ap is). Használjon extra sűrű fogosztású marót és viszonylag nagy forgácsolási sebességet
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
