A rezgési problémákra, forgácselakadásra, forgácsok újravágására, elégtelen felületi minőségre, sorjaképződésre, gépteljesítményre és szerszámkopásra vonatkozó hibaelhárítási tippek az alábbi táblázatban láthatók.
Ok
Megoldás
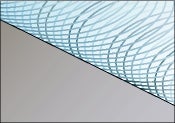
Rezgések
Gyenge befogás
Mérje fel a forgácsolóerők irányát, és biztosítson megfelelő támasztást vagy javítsa a befogást
Fogásmélység (ap) csökkentésével csökkentse a forgácsolóerőket
Válasszon ritka és differenciál fogosztású marót pozitívabb forgácsolási hatással
Válasszon kis csúcssugarú és kis párhuzamos élszalagú geometriát
Válasszon finomszemcsés, bevonat nélküli lapkát vagy vékonyabb bevonatot
Kerülje a megmunkálást azokon a területeken, ahol a megmunkálás nem rendelkezik megfelelő támasztással a forgácsolóerőkkel szemben
Axiálisan gyenge munkadarab
Fontolja meg egy derékszögű sarokmaró (90 fokos belépési szög) használatát pozitív geometriával
Válasszon L geometriás lapkát
Csökkentse az axiális forgácsolóerőt – kisebb fogásmélység, csúcssugár és párhuzamos élszalag
Válasszon ritka fogosztású marót differenciál fogosztással
Ellenőrizze a szerszámkopást
Ellenőrizze a szerszámtartó ütését
Javítsa a szerszám befogását
Túl nagy szerszámkinyúlás
Minimalizálja a kinyúlást
Használjon ritka fogosztású marókat differenciál fogosztással
Egyensúlyozza ki az axiális és a radiális forgácsolóerőket – 45 fokos belépési szög, nagyobb csúcssugár vagy körlapkás maró
Növelje a fogankénti előtolást
Használjon lágyan forgácsoló lapkageometriát
Csökkentse az axiális fogásmélységet, af
Használjon ellenirányú marást simításkor
Használjon túlméretes marószerszámokat és Coromant Capto® csatlakozóelemeket
A tömör keményfém szármarók és a cserélhető fejű fúrók esetében próbálkozzon kevesebb foggal és/vagy nagyobb spirálszöggel rendelkező szerszámmal
Derékszögű sarokmarás gyenge orsóval
Válassza a lehető legkisebb maróátmérőt
Válasszon egy pozitív és lágyan forgácsoló marót és lapkát
Próbálkozzon ellenirányú marással
Ellenőrizze, hogy az orsóelhajlás elfogadható-e a géphez
Szabálytalan asztalelőtolás
Próbálkozzon ellenirányú marással
Állítsa szorosabbra a gép előtoló mechanikáját: Állítsa be az előtoló csavart a CNC-gépen
Állítsa be a rögzítőcsavart vagy cserélje ki a golyós orsót hagyományos gépeken
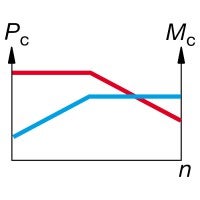
Forgácsolási adatok
Csökkentse a forgácsolási sebességet (vc)
Növelje az előtolást, fz
Módosítsa a fogásmélységet, ap
Rossz stabilitás
Csökkentse a kinyúlást
Növelje a stabilitást
Rezgés a sarkokban
Programozzon be nagy csúcssugarakat csökkentett előtolási sebességgel
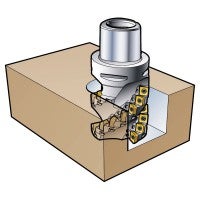
Forgácselakadás Gyakori akadály telihoronymarás esetén – különösen a hosszú forgácsú anyagokban
Lapkacsúcs károsodása
Élkitöredezés és törés
Forgácsok továbbdarabolása
Használjon bőséges és jól irányított hűtőfolyadékot vagy sűrített levegőt a forgácselvezetés javításához
Csökkentse az előtolást (fz)
Ossza fel a mély fogásokat több menetre
Próbálkozzon ellenirányú marással mély hornyoknál
Használjon ritka fogosztású marókat
Használjon tömör keményfém szármarókat vagy cserélhető fejű fúrókat kettő vagy maximum három forgácsolóéllel és/vagy nagyobb spirálszöggel
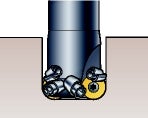
Forgácsok újravágása Telihoronymarásnál és zsebmegmunkálásnál jelentkezik – különösen titánban. Gyakori még mély üregek és zsebek marásakor is függőleges gépeken.
Forgácsolóél-repedések
Kedvezőtlen az éltartamra és a folyamatbiztonságra nézve
Forgács elakadása
A forgácsok hatásos elvezetéséhez használjon sűrített levegőt vagy bőséges hűtőfolyadékot – lehetőleg belső hűtőközeg-hozzávezetéssel
Változtassa meg a maró pozícióját és a szerszámút-stratégiát
Csökkentse az előtolást (fz)
Ossza fel a mély fogásokat több menetre
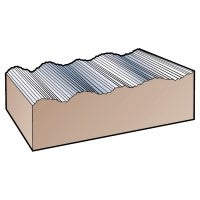
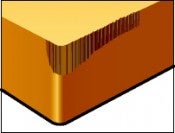
Elégtelen felületi minőség
Túlzott előtolás fordulatonként
Állítsa be a marót axiálisan vagy osztályozza a lapkákat. Ellenőrizze magasságot mérővel
Ellenőrizze orsó ütését és a maró rögzítőfelületeit
Növelje a fordulatonkénti előtolást max. a párhuzamos élszalag szélességének 70%-ára
Használjon wiper lapkákat, ha lehetséges (a simítási műveletekhez)
Az optimális forgácsolási adatok, a lehető legjobb alkatrészminőség és éltartam eléréséhez soha ne felejtse el ellenőrizni a lapkát/forgácsolóélet a megmunkálás után. A sikeres maráshoz használja az okok és megoldások alábbi felsorolását a lapkakopás különböző formái esetében.
Ok
Megoldás
Hátkopás A gyors kopás rossz felületi minőséget vagy hibás tűrésű munkadarabot eredményez.
A forgácsolási sebesség túl nagy
Elégtelen kopásállóság
Előtolás, fz, túl kicsi
Csökkentse a forgácsolási sebességet (vc)
Válasszon kopásállóbb minőséget
Növelje az előtolást, fz
Hátkopás Túlzott kopás, mely rövid szerszám-éltartamot eredményez.
Hátkopás Egyenetlen kopás, mely károsítja a csúcsot.
Szerszám ütése
Rezgés
Rövid szerszám-éltartam
Rossz felületi minőség
Nagy zajszint
Túl nagy radiális erők
Csökkentse az ütést 0,02 mm (0,0008 col) alá
Ellenőrizze a tokmányt és a patront
Minimalizálja a szerszám kinyúlását
Használjon kevesebb fogat a fogásban
Válasszon nagyobb szerszámátmérőt
A tömör keményfém szármarókhoz és a cserélhető fejű fúrókhoz válasszon nagyobb spirálgeometriát (ap ≥45°)
Ossza fel az axiális fogásmélységet (ap) több menetre
Csökkentse az előtolást (fz)
Csökkentse a forgácsolási sebességet (vc)
A HSM sekély meneteket igényel
Javítsa a szerszám és munkadarab befogását
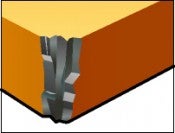
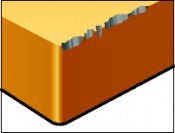
Kráteres kopás A túl nagy kopás az él elgyengüléséhez vezet A forgácsolóél áttörése a mellékélen rossz felületi minőséget eredményez.
Diffúziós kopás a homlokfelületi túl magas forgácsolási hőmérséklet miatt
Válasszon Al203-bevonatos minőséget
Válasszon pozitív lapkageometriát
Csökkentse a sebességet a hőmérséklet csökkentéséhez, majd csökkentse az előtolást
Képlékeny alakváltozás Az él képlékeny alakváltozása, benyomódása vagy a fogfelület kitüremkedése rossz forgácskezeléshez, rossz felületi minőséghez és lapkatöréshez vezet.
A forgácsolási hőmérséklet és a nyomás túl nagy
Válasszon kopásállóbb (keményebb) minőséget
Csökkentse a forgácsolási sebességet (vc)
Csökkentse az előtolást (fz)
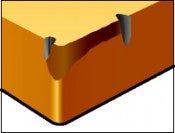
Élkitöredezés A forgácsolóél azon része, amely nincs fogásban, károsodik a forgács által okozott ütőmunka következtében. A lapka felső oldala és támasztása is sérülhet, amely rossz felületi szerkezethez és túlzott hátkopáshoz vezet.
A forgácsokat a forgácsolóél felé téríti el
Válasszon szívósabb minőséget
Válasszon erősebb forgácsolóéllel rendelkező lapkát
Forgácsolási sebesség növelése, vc
Válasszon pozitív geometriát
Csökkentse az előtolást a fogás kezdetén
Növelje a stabilitást
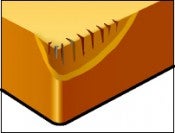
Élkitöredezés Kis repedések a forgácsolóélen (kipattogzás), amelyek rossz felületi minőséget és túlzott hátkopást okoznak.
Túl rideg minőség
A lapkageometria túl gyenge
Élrátétképződés
Válasszon szívósabb minőséget
Válasszon erősebb geometriával rendelkező lapkát
Növelje a forgácsolási sebességet (vc), vagy válasszon pozitív geometriát
Csökkentse az előtolást a fogás kezdetén
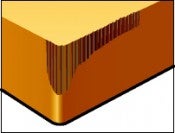
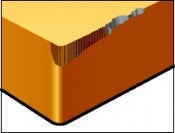
Csorbulásos kopás A csorbulásos kopás rossz felületi minőséghez vezet és éltörést eredményezhet.
Használjon körlapkákat a legjobb eredmények eléréséhez
Használjon változó ap módszert a kopás kitolására
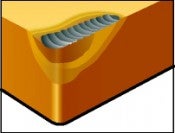
Hőrepedések A forgácsolóélre merőleges kis repedések, amelyek kipattogzást és rossz felületi minőséget eredményeznek a hőmérséklet-ingadozások miatt.
Megszakított megmunkálás
Változó hűtőfolyadék-ellátás
Válasszon szívósabb minőséget jobb ellenálló képességgel a hősokkal szemben
A hűtőfolyadékot bőségesen kell alkalmazni vagy egyáltalán nem
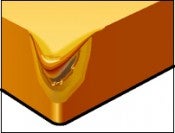
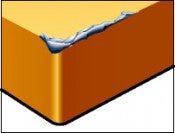
Élrátétképződés (BUE) Az élrátétképződés rossz felületi minőséget eredményez, valamint a forgácsoló él kipattogzását okozhatja, ha az élrátét leszakad.
A forgácsolási zóna hőmérséklete túl alacsony
Nagyon tapadós anyag, mint például kis széntartalmú acél, rozsdamentes acél és alumínium
Forgácsolási sebesség növelése, vc
Váltson megfelelőbb lapkageometriára
Élrátétképződés (BUE) A munkadarab anyaga a forgácsolóélhez heged.