
Szeletelés és trochoidmarás

A szeletelési és a trochoidmarási módszerek eredetileg kihívást jelentő anyagok (pl. edzett acélok, ISO H-, ISO S- és HRSA-anyagok) nagyolási és előnagyolási műveleteihez készültek, de más anyagoknál is alkalmazhatók, különösen a rezgésérzékeny alkalmazásokban.
A trochoidmarás főként hornyok megmunkálásához használatos.
A szeletelés főként sarkok előnagyolásához használatos.
Mindkét módszer bizonyítottan nagyon termelékeny és biztonságos.
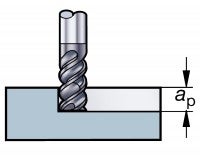
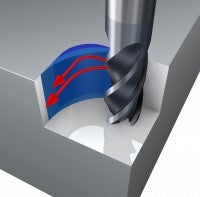
A szeletelési és a trochoidmarási módszerek kis radiális fogásmélységen (ae) alapulnak, ez:
- Kis radiális forgácsolóerőt hoz létre, amely kevésbé igényel árstabilitást, és lehetővé teszi a nagy fogásmélységet (ap)
- Azt jelenti, hogy egyszerre csak egy fog van fogásban, ami minimalizálja a rezgési hajlamot
- Csökkenti a hőt a forgácsolási zónában a rövid érintkezési időnek köszönhetően, így nagyobb forgácsolási sebességek alkalmazását teszi lehetővé
- Kis forgácsvastagságot (hex) eredményez, de nagy előtolással (fz)
Szerszámválaszték
A szeletelő módszer használható kukoricamarókkal, ami a kis ae értéket kombinálja nagy ap-vel.
A szeletelés és a trochoidmarás alkalmazása
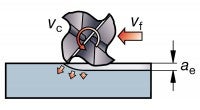
A szeletelés nagy forgácsolási sebességet (vc) és axiális fogást (ap) használ, de kicsi a radiális fogásvétel (ae) és a fogankénti előtolás (fz). Ez azért lehetséges, mert:
- Tényező Kis forgácsvastagságKis forgácsív
- Hatás Kisebb forgácsolóerő/elhajlásCsökkentett hőmérséklet a forgácsolási zónában
- Előny Mélyebb axiális fogásokNagy sebességek
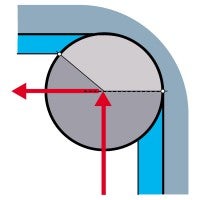
TrochoidmarásAlkalmazási terület
Kiváló módszer horonymarásra, ha a rezgések problémát jelentenek; alkalmazható zárt üregek, zsebek és hornyok nagyoló marására is.Meghatározás
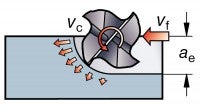
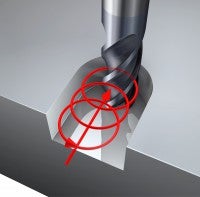
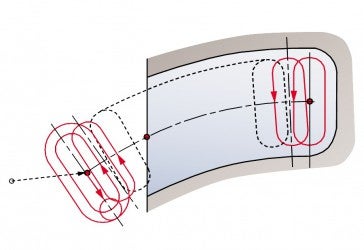
A trochoidmarás definiálható olyan körkörös marásként, amely egyidejűleg előrefelé irányuló mozgást is alkalmaz. A maró egymás után „anyagszeleteket” távolít el folyamatos spirális szerszámpályákon radiális irányban.
Speciális programozást és szerszámgép-funkciókat igényel.
A szerszámot gördülő fogásba történő be- és kilépésre kell programozni, ahol a radiális menetemelkedés (w) alacsony marad, ami azt jelenti, hogy:
- A szabályozott forgácsív kis forgácsolási erőket ébreszt, ami nagy axiális fogásmélységeket tesz lehetővé
- A teljes forgácsolóélhossz ki van használva, ez biztosítja, hogy a hőeloszlás és a kopás egyenletes és elosztott legyen, illetve hosszabb éltartamot eredményez, mint a hagyományos horonymarás
- A rövid forgácsív miatt többélű szerszámok használatosak, amelyek nagy asztalelőtolást és biztonsággal tervezhető éltartamot tesznek lehetővé
- A maximális radiális fogásmélység (ae) nem haladhatja meg a maróátmérő 20%-át
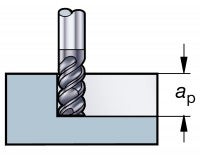
ap ≤ 2 x Dc
ae = kicsi
vf = nagy
vc = akár 10-szerese a hagyományos módszereknek
Kisebb mint 2 x Dc horonyszélességekhez
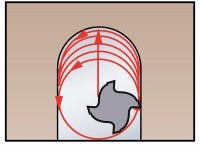
A szerszám folytonos spirálra van programozva, amelynek előtolása radiális egy horony vagy profil kialakításához. Az előtolás állandó, folyamatosan változó radiális fogással. Az idő 50%-ában a szerszám nincs fogásban.Szempontok
1) A radiális fogás folyamatosan változik, és a legnagyobb bemerülésnél nagyobb mint a programozott radiális menetemelkedés (w).
2) Fontos, hogy a maróátmérő és a horonyszélesség aránya 70% alatt maradjon, és a radiális menetemelkedés w a Dc 10%-a alatt maradjon.
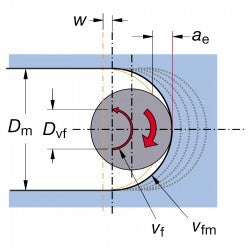
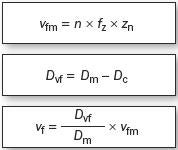
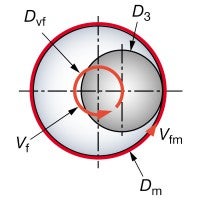
3) Az előtolás állandó, ugyanakkor a szerszám központi előtolása (vf) változik a kerületi előtolással (vfm). Ha az előtolás a szerszám középpontján alapulva programozott, akkor a kerületi előtolást számítani kell.
Forgácsolási paraméterek
- Max. maróátmérőDc = 70% horonyszélesség
- Radiális menetemelkedésw = max. 10% Dc
- Radiális fogás max.ae = 20% Dc
- Axiális fogásap = legfeljebb 2 x Dc
- Kezdő fogankénti előtolásfz = 0,1 mm
Számítsa ki a programozott előtolást, vf
Tippek trochoidmarási alkalmazásokhoz
A trochoidmarás biztonságosabb folyamatot kínál, mint a hagyományos horonymarás vagy a süllyesztés, emellett jobb éltartamot és kisebb szerszámköltségeket is, mivel egy 12 mm-es szerszám felvált egy 8 mm-es szerszámot.Nagyobb mint 2 x Dc szélességű hornyokhoz
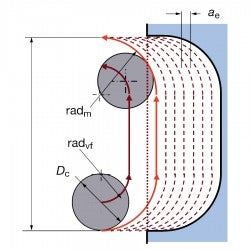
A szűk hornyokhoz használt folyamatos spirális szerszámpálya, ahol az idő 50%-ában a szerszám nincs fogásban, optimalizálható a horony szélesedésével:
- Fogásba gördülés – programozott sugár (radm) = Dc 50%-a.
- G1 ae = 0,1 x Dc értékkel.
- Fogásból kigördülés – programozott sugár (radm) = Dc 50%-a.
- Gyors mozgás a következő kezdési helyre.
- Ciklus megismétlése
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
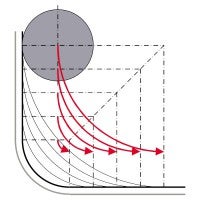
Szeletelés – sarokmarás
Alkalmazási terület
A szeleteléses sarokmarás esetén használatos előnagyolási módszer olyan helyekre, amelyet az előző műveletben használt nagyobb szerszám nem tudna elérni.Meghatározás
A trochoidmarással ellentétben nincs szükség fogásba vagy fogásból történő gördülésre, mert a radiális fogás nulláról indul, eléri a maximumot középen, majd ismét nulla lesz.
Több fogással sikeresen eltávolítható az anyag, így következetesen alacsony radiális bemerülés/fogásvételi szög és kis forgácsolási erők biztosíthatók.Szempontok:
Előtolási sebesség csökkentése a sarkokban:
- Mint minden rádiuszos kontúrmarás esetében, szerszámközépvonali előtolás (vf) programozásakor az előtolási sebességet csökkenteni kell a szerszámkerületi előtoláshoz (vfm) képest az állandó fogankénti előtolás fenntartásához.
- A fogásmélység túl naggyá válhat, ha tartani kell ugyanazt a nagy előtolást, mint egyenes vonalú forgácsolásnál, a maróátmérő és a csúcssugár hányadosától függően.
- Azonban a programozott maróútvonal átmérője (Dvf) és a furatátmérő (Dm) aránya folyamatosan növekszik a simított sarokrádiusz felé, ami azt jelenti, hogy az előtolásnak folyamatosan csökkennie kell minden menetre nézve.
- A folyamat instabillá válik és rezgések jelentkeznek.
- Belső sarkok sikeres marásához elengedhetetlen a jó dinamikus stabilitású szerszámgép és a szerszám központi előtolás-csökkentésének szabályozása.
Szeletelés
Hagyományos

A Dvf és a vf folyamatosan csökkennek az egyes menetekre vonatkozóan
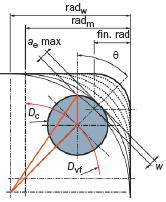
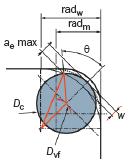
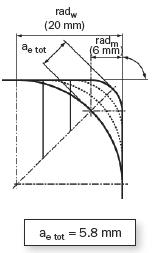
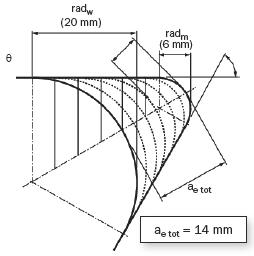
w = radiális menetemelkedés
radm = alkatrész végsugara
radw = alkatrész kezdősugara
Ugyanazon kezdő és befejező sugárhoz a szükséges menetek száma változó sarokszögtől függően. A 60˚-nál kisebb sarkok esetén a süllyesztőmarás süllyesztőfúróval jó megoldás lehet.Sarok szöge
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
