
Rezgések csökkentése marás esetén

Marási rezgések léphetnek fel a forgácsolószerszám, a szerszámtartó, a gép, a munkadarab vagy a befogás korlátai miatt. A rezgések csökkentéséhez érdemes figyelembe venni néhány stratégiát.
A forgácsolószerszám
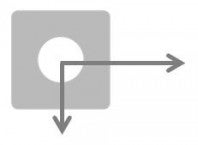
- A 90°-os maróknál a domináns erők a radiális irányba összpontosulnak. Emiatt a maró nagy kinyúlások esetén elhajlik; A kis axiális erő azonban előnyös, amikor vékony falú/rezgésre érzékeny alkatrészeket kell marni
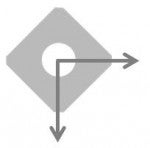
- A 45°-os marók egyenletesen eloszló axiális és radiális erőket hoznak létre
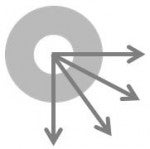
- A körlapkás marók esetében a legtöbb erő az orsón felfelé irányul, különösen akkor, ha a fogásmélység kicsi. A 10°-os marók főként az orsóba irányítják az erőket, ez csökkenti a nagy kinyúlások miatti rezgéseket
- Homlokmarás esetén figyelembe kell venni a forgácsolóerők irányát:
- Válassza a művelethez a lehető legkisebb átmérőt
- A DC legyen 20–50%-kal nagyobb, mint az ae
- Válasszon ritka fogosztású és/vagy differenciál fogosztású marót
- A kis tömegű, például alumíniumtestű marók előnyösek
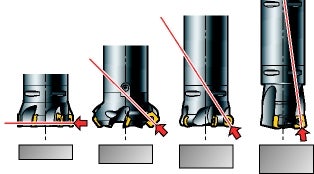
A vékonyfalú, instabil munkadarabok esetében használjon nagy belépési szöget = kis axiális forgácsolóerő.
Nagy kinyúlások esetén használjon kis belépési szöget = nagy axiális forgácsolóerő.
A szerszámtartó
A Coromant Capto® moduláris szerszámtartó rendszer lehetővé teszi a megfelelő hosszúságú szerszámok összeállítását a megfelelő stabilitás és legkisebb kifutás biztosítása mellett.
- A szerszámszerelvény olyan merev és rövid legyen, amennyire csak lehetséges
- Válassza a lehető legnagyobb csatlakozóelem-átmérőt/-méretet
- Használjon Coromant Capto® csatlakozóelemeket túlméretes szerszámokkal a szűkítőadapterek használatának elkerülése érdekében, lásd az ábrát
- Kis marószerszámok esetén lehetőség szerint használjon kúpos adaptert
- Azokban a műveletekben, ahol a végső menet mélyen az alkatrészben található, cserélje a bővített szerszámokat előre meghatározott pozíciókban. Igazítsa a forgácsolási adatokat az egyes szerszámhosszakhoz
- A 20 000 ford/perc feletti orsófordulatszámoknál használjon kiegyensúlyozott marószerszámokat és szerszámtartókat

Túlméretes maró
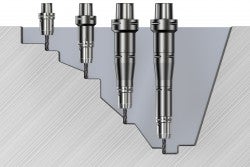
Mindig használja a lehető legrövidebb szerszámhosszal.
Fokozatosan növelje a hosszúságot.
Silent Tools csillapított marók
A szerszámátmérőnél több mint négyszer nagyobb kinyúlások esetén jelentősebbé válnak a rezgési hajlamok, és a Silent Tools csillapított marók drámai mértékben növelik a termelékenységet.

A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
A forgácsolóél
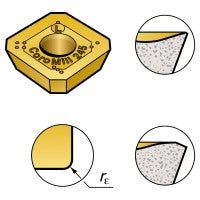
A forgácsolóerők csökkentéséhez:
- Válasszon éles élű lágyan forgácsoló geometriát (-L) és vékony bevonatú minőséget
- Használjon kis csúcssugarú és kis párhuzamos élszalagú lapkákat
Bizonyos esetekben további csillapítás hozzáadása a rendszerhez csökkentheti a rezgési hajlamokat. Használjon negatív forgácsolóél-geometriát és egy enyhén kopott forgácsolóélet.
Forgácsolási adatok és szerszámút programozása
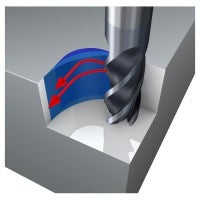
- A marót a mart felülethez képest mindig a középponttól eltolva helyezze el
- 90°-os KAPR szögű kukoricamaró vagy szármaró esetén használjon kis radiális bemerülést: max. ae= 25% DC és nagy axiális fogás: max ap = 100% De
- Homlokmarási műveletekben használjon kis fogásmélységet (ap) és nagy előtolást (fz) körlapkákkal vagy nagy előtolású kis belépési szögű marókkal
- Nagy pályarádiusz programozásával kerülje el a rezgéseket a sarkokban, lásd: Marás sarkokban
- Ha a forgácsvastagság túlságosan lecsökken, akkor a forgácsolóél inkább dörzsölődik, nem pedig forgácsol, így rezgéseket okoz. Ilyen esetekben növelni kell a fogankénti előtolást
A szerszámgép

A szerszámgép állapota jelentős befolyással bírhat a rezgések kialakulására. Az orsócsapágy vagy az előtolási mechanizmus túlzott kopása gyenge minőségű megmunkáláshoz vezet. Körültekintően válassza meg a megmunkálási stratégiát és a forgácsolóerők irányát, hogy teljesen kihasználja a gép stabilitását.
Az egyes géporsók olyan természetes területekkel rendelkeznek, amelyek hajlamosak a rezgésre. A stabil forgácsolási hely neve stabil tartomány, és a fordulatszám növelésével növekszik. A fordulatszám csekély, akár csak 50 ford/perc mértékű növelésével is át lehet vinni egy instabil, rezgésre hajlamos forgácsolási műveletet a stabil tartományba.
Munkadarab és a befogása
Vékony falú/alapú alkatrészek marásakor, vagy amikor gyenge a befogás, vegye figyelembe a következőket:
- A befogásnak közel kell lennie a gépasztalhoz
- Optimalizálja a szerszám útvonalát és az előtolás irányát a szerszámgép/befogás legerősebb pontjához a legstabilabb forgácsolási körülmények elérése érdekében
- Kerülje a megmunkálást olyan irányban, ahol a munkadarab megtámasztása nem megfelelő
- Az ellenirányú marás csökkentheti a rezgési hajlamot, ha a befogás és/vagy a munkadarab gyenge egy adott irányban
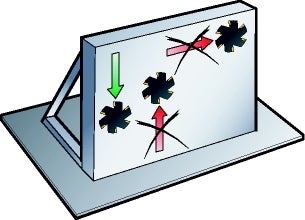
Gyenge befogás esetén használjon a
gépasztalba mutató előtolási irányt
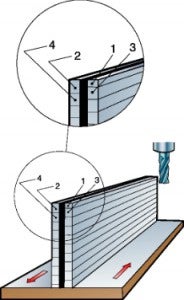
Ne feledje, hogy az első lépést a második, harmadik stb.
mélységének a felénél kell elvégezni.
További információk a rezgések okairól és az alkalmazható megoldásokról
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
