
Marás sarkokon belül
A sarkokon belül végzett marás során kitüntetett figyelmet kell fordítani a maró megfelelő fogásvételi ívének és előtolási sebességének megválasztására.
Szempontok:
- A maró belső sarkokba történő előtolásakor a radiális forgácsív megnő, és többletterhelést fejt ki a forgácsolóélre
- A folyamat gyakran instabillá válik, ami rezgésekhez és bizonytalan folyamathoz vezet
- Az ingadozó forgácsolóerők gyakran a sarok alámarását eredményezik
- Nagy az élkitöredezés és a teljes meghibásodás veszélye
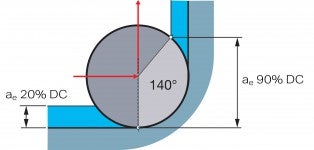
Hagyományos sarokmarás
Sarokrádiusz = 50% x DC
Megoldás – korlátozza a forgácsívet
Használjon programozott sugarat (körkörös marás) a forgácsív csökkentéséhez és radiális fogást a rezgési hajlam csökkentéséhez, ez nagyobb fogásmélységeket és előtolási sebességeket tesz lehetővé, amikor sarokban kell marást végezni.
- Marjon nagyobb sarokrádiuszt, mint a rajzon megadott. Ez bizonyos esetekben kedvező lehet, mivel lehetővé teszi a felhasználó számára nagyobb maróátmérő használatát a nagyolás során, így fenntartható a magas fokú termelékenység
- Alternatív megoldásként használjon kisebb DC értékű marót a kívánt sarokrádiusz marásához
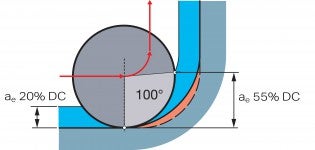
Marjon nagyobb sarokrádiuszt,
Sarokrádiusz = 75% x DC
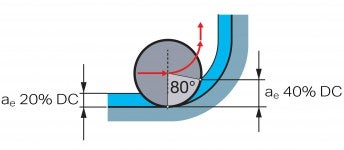
Használjon kisebb marót,
Sarokrádiusz = 100% x DC
Nagyolás
A programozott sugár optimális értéke a DC 50%-a.
Simítás
Simításnál nem mindig van lehetőség ilyen nagy sugár használatára; a maróátmérő azonban nem lehet nagyobb mint 1,5 x alkatrészrádiusz, pl. 10 mm-es (0,394 col) sarokrádiusz = max. 15 mm (0,591 col).
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
