スライスおよびトロコイド加工

スライスおよびトロコイド加工方法は、当初、高硬度鋼 (ISO H)、耐熱合金 (HRSA, ISO S) といった難削材の荒加工および中荒加工用に開発されましたが、その他の被削材に使用することもでき、特にびびりやすい加工に使用されています。
トロコイド加工は、主に穴加工に使用されます。
スライス加工は、通常コーナの中荒加工に使用されます。
いずれの加工方法も、非常に安定して生産性が高いことが証明されています。
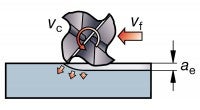
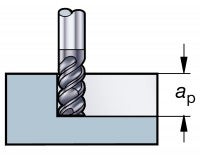
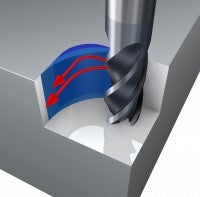
スライス加工およびトロコイド加工の技術は、小さな径方向切込み (ae) に基づきます。これには、以下のような特長があります
- 径方向の切削抵抗が低くなり、加工安定性があまり要求されないため、大きな軸方向切込み (ap) が可能になる
- 同時に1つの刃のみが切削を行なうのでびびり傾向が最小化される
- 接触時間が短いので切削部の熱が減少し、より高い切削速度での使用が可能になる
- 切りくず厚さ (hex) は小さくなるが、送り (fz) は高くなる
工具の選び方
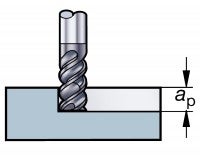
スライス加工法は、小さな径方向切込み (ae) と大きな軸方向切込み (ap) を兼ね備えるロングエッジカッターでも使用することができます。
スライス加工およびトロコイド加工の適用方法
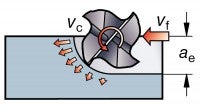
スライシング加工では、より高い切削速度 (vc) と軸方向切込み (ap) が可能で、径方向の切込み (ae) と刃当たり送り (fz) は小さくて済みます。以下の特性があるため、これが可能になります。
- 要因 切りくずの厚さが薄い切込みの円弧が小さい
- 効果 より低い切削抵抗/たわみ 切削部分の温度が低い
- 利点 軸方向の切削が深い加工速度が速い
トロコイド加工加工領域
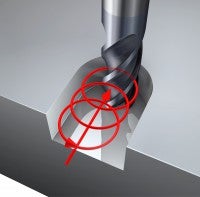
びびりが問題となる場合の溝加工に最適な加工方法です。狭小なキャビティ、ポケットおよび溝の荒フライス加工にも適しています。定義
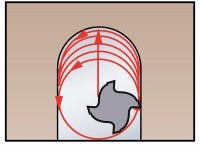
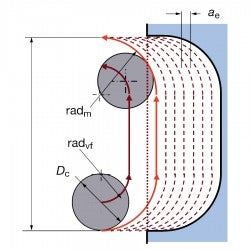
トロコイド加工は、同時に前方へ動かすヘリカル加工として定義することができます。カッターは、径方向への一連の連続的スパイラスツールパスの中で、反復される被削材の「スライス」を削ります。
特別なプログラミングと工作機械能力が必要です。
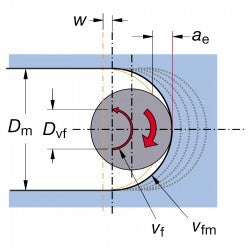
ツールは、ロールインの入り際と抜け際で径方向のピッチ (w) を低く維持するようにプログラムされます。そのため、
- 切り込みの管理された円弧は低切削抵抗を供給し、高い軸方向切込みが可能です。
- 切れ刃の全長を使うため、熱発生と摩耗が一定で均一に広がり、工具寿命が一般的な穴フライス加工よりも長くなります。
- 切込みの円弧が短いので多刃工具が使用され、それによって高いテーブル送りと安定した工具寿命が可能です。
- 最大の径方向切込み (ae) がカッター径の20%を超えないようにしてください。
ap ≤ 2 x Dc
ae = 小さい
vf = 高い
vc = 最大で従来の加工方法の10倍
溝幅が2 x カッター径 (Dc) よりも小さい場合
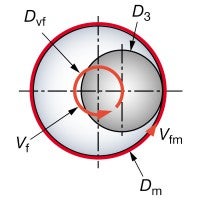
工具は、溝加工またはフライス加工のために径方向へ送る連続的なスパイラルパスについてプログラムされます。送りは一定で、径方向の切削は連続的に変化します。工具の非切削時間が全体の50%を占めます。検討事項
1) 径方向切込みは絶えず変化しており、最大切込み時では、プログラムされた径ピッチ (w) よりも高くなります。
2) カッター径を溝幅の70%以下に、径ピッチ (w) をDcの10%に維持することが重要です。
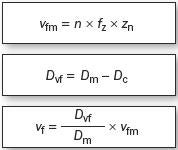
3) 送りは一定ですが、工具中心送り (vf) は外周送り (vfm) と異なります。送りを工具中心に基づいてプログラムする場合は、外周送りの計算が必要です。
切削条件
- 最大カッター径 (Dc) = 溝幅の70%
- 径方向ピッチw = 最大 Dcの10%
- 最大径方向切込み (ae) = 20% Dc
- 軸方向切込み (ap) = 最大 2 x Dc
- 開始刃当たり送り (fz) = 0.1 mm
プログラムされた送り (vf) を計算する
トロコイド加工ヒント
トロコイド加工は、8 mm工具の代わりに12 mm工具を使うため、一般的な溝加工やプランジ加工に比べてより安定し、工具寿命の延長と金型費用の減少をもたらします。溝幅が2 x Dcよりも広い場合
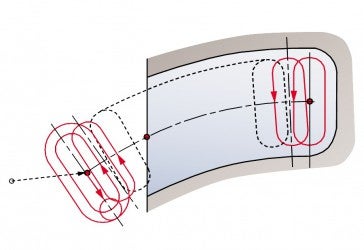
溝幅が広くなるため、たとえば工具の非切削時間が全体の50%を占めるような狭い溝用にプログラムされた連続的なスパイラルパスを最適化することができます。
- ロールイン加工 – プログラムするR (radm) = 50% Dc
- G1は ae = 0.1 x Dc
- ロールアウト加工 – プログラムするR (radm) = 50% Dc
- 次の開始位置へ迅速な移動。
- 繰り返しサイクル
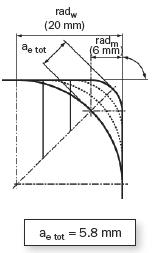
スライス加工 – コーナのフライス加工
加工領域
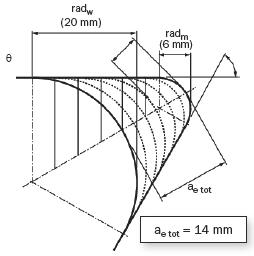
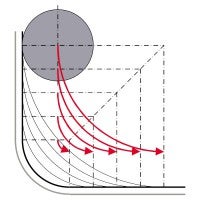
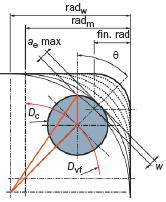
スライス加工は、先行する加工で使用した大きな工具では届かないコーナフライス加工で使用される中荒加工法です。定義
トロコイド加工とは異なり、径方向の切削がゼロから増大して中央で最大になり、さらに再びゼロへと減少するので、ロールイン加工やロールアウト加工を必要としません。
マルチパスにより被削材を効果的に削り、径方向切込み比率/食いつき角と切削抵抗を確実に一定の低い値に抑えます。検討事項
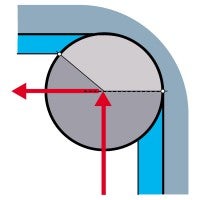
コーナでの送りの削減率:
- 全ての径方向のコンタリングにおいて、工具中心送りvfをプログラムする場合、一定の刃当たり送りを維持するために、送り速度を工具外周送り (vfm) よりも小さくする必要があります。
- 切込み深さが大きくなりすぎると、カッター径とコーナRの関係によっては、直線切削と同じ高送りで作動できない場合があります
- しかし、プログラムされたカッターパス径 (Dvf) と穴径 (Dm) の比は、仕上げコーナRに向かって増加し続けるので、各パスごとに送りを連続的に減少させる必要があります
- 加工が不安定になり、びびりが発生します
- 内周コーナのフライス加工を行うには、高い安定性があり、工具中心送り低減制御が可能な工作機械が必ず必要になります。
スライス加工
従来型

Dvfとvfが各パスごとに連続的に減少
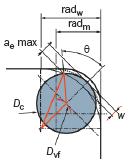
w = 径ピッチ
radm = 加工物の終了径
radw = 加工物の開始径
開始半径と終了半径が同じ場合、必要なパスの数は、コーナの角度に応じて変化します。角度が60˚よりも小さいコーナの場合、プランジドリルで加工してください。コーナの角度